
Las superficies de acero se limpian con frecuencia mediante impacto abrasivo o con herramientas eléctricas antes de la aplicación de revestimientos protectores. El perfil de la superficie resultante debe evaluarse con precisión para garantizar el cumplimiento de las especificaciones del trabajo o del contrato.
Pero, ¿es la altura del perfil por sí sola (el parámetro más comúnmente medido) un buen indicador del rendimiento del revestimiento a largo plazo?
En este artículo se informa sobre pruebas recientes en las que se comparan numerosos perfiles con la adhesión de arranque. Se utilizó un dispositivo de campo sencillo y de bajo costo para obtener 3 parámetros de perfil a partir de la medición de una cinta de réplica: altura del perfil, densidad de pico y área de superficie desarrollada. Las superficies de prueba se volvieron a medir con complejos y costosos microscopios 3D y los resultados se compararon con los de la cinta de réplica.
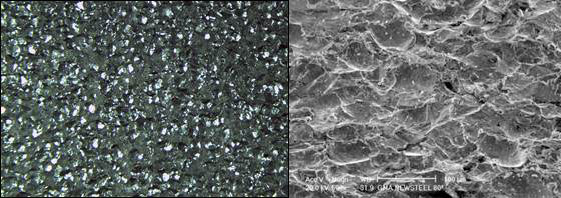
La limpieza con chorro de arena y herramientas eléctricas de las superficies de acero elimina los revestimientos anteriores, la cascarilla de laminación, el óxido y los contaminantes. También hace más áspera la superficie para mejorar la adherencia del revestimiento. El perfil de la superficie resultante, o patrón de anclaje, se compone de un complejo patrón de picos y valles que debe evaluarse con precisión para garantizar el cumplimiento de las especificaciones del trabajo o del contrato y asegurar el éxito del proyecto de revestimiento (Fig. 1).
En general, se acepta que la naturaleza de estas superficies predice el rendimiento del revestimiento a largo plazo. Las características de una superficie chorreada incluyen la altura del pico, la densidad del pico, el área superficial desarrollada, la angulosidad, la nitidez y la forma. Hoy en día sólo se mide habitualmente la altura de pico (H). Si esta altura es insuficiente, la pintura no se adherirá. Si es demasiado grande, se necesita más pintura para Llenar los "valles" y los picos altos pueden sobresalir a través de la pintura y convertirse en focos de corrosión.
Los primeros métodos de caracterización consistían en estándares visuales que se colocaban sobre la superficie chorreada para su comparación. Aunque todavía se utiliza, esta solución cualitativa ha sido sustituida en gran medida por dispositivos de medición cuantitativa que varían en precio y complejidad dependiendo de si se destinan a uso de campo o de laboratorio. Los métodos de campo más populares en la actualidad consisten en medir la altura media del perfil entre los picos y los valles utilizando micrómetros de profundidad y/o cintas de réplica.
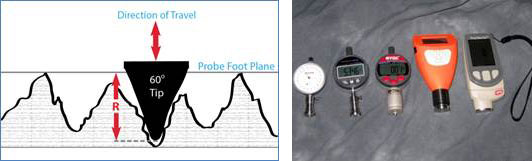
Un instrumento de perfil superficial micrométrico de profundidad tiene una base plana que se apoya en la superficie y una sonda con resorte que cae en los valles del perfil superficial. La base plana se apoya en los picos más altos y cada medición es, por tanto, la distancia entre los picos locales más altos y el valle concreto en el que se ha proyectado la punta. Destinados generalmente a superficies planas, estos dispositivos tienen la ventaja de medir grandes alturas de perfil que superan el alcance de la mayoría de los demás instrumentos (Fig. 2).
La cinta de réplica, en la que se centra este artículo, es conocida desde hace tiempo para caracterizar superficies. Es sencilla, relativamente barata y resulta especialmente útil en superficies curvas. Su funcionamiento se describe en varias normas internacionales, como la ASTM1 D44172, la ISO 8503-53, la NACE RP02874 y la AS 3894.55.
La cinta de réplica consiste en una capa de espuma comprimible fijada a un sustrato de poliéster incompresible de un grosor altamente uniforme de 2 mils +0,2 mils6 (50,8 micras + 5 micras). Cuando se presiona contra una superficie de acero rugosa, la espuma se colapsa y forma una impresión de la superficie. Colocando la cinta comprimida entre los yunques de un medidor de espesor micrométrico y restando la contribución del sustrato incompresible, 2 mils o 50,8 micras, se obtiene una medida de la altura del perfil de la superficie (Fig.3).

En 1974, Keane et al.7 escribieron que una superficie preparada para pintar mediante limpieza con chorro no podía describirse completamente midiendo solo la distancia de pico a valle (H). Su artículo respaldó la experiencia de campo que sugirió que había otro parámetro importante además de H, a saber, el número de picos por unidad de longitud (Recuento de picos - Pc) o picos por unidad de área (densidad de picos - Pd). Además de aumentar el área de la superficie de unión, el documento explicó que aumentar el número de picos en un área definida aumentaba la angularidad de esa área. Eso pone más tensión de adhesión al cizallamiento en el recubrimiento en lugar de tensión (extracción). Esto aumentó la fuerza de unión del recubrimiento para el recubrimiento aplicado, ya que los valores de corte son siempre más altos que los valores de tracción. El recubrimiento aplicado, por supuesto, debe humedecer el 100% de la superficie.
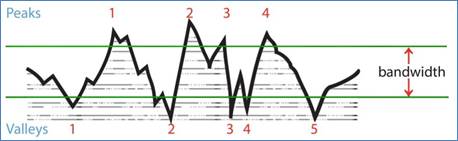
La figura 4 es un ejemplo simplificado de por qué TANTO la altura de los p icos como la densidad de los picos son importantes para comprender el rendimiento del revestimiento. Las dos superficies tienen geometrías diferentes, pero sus mediciones de altura son las mismas. Para obtener una imagen más clara de la superficie disponible para la adhesión, también deben obtenerse mediciones de la cantidad de picos. Además, ambos valores medidos permiten investigar el aumento de la superficie resultante del proceso de granallado.

No cabe duda de que las mediciones de la densidad de picos son importantes para la industria de la corrosión, pero el problema hasta ahora es que los recuentos de picos no han sido fáciles de determinar.
En junio de 2005, un importante artículo de Roper et.al.8 informó de que el recuento de picos podía controlarse y, al igual que la altura de los picos, afectaba al rendimiento del revestimiento. Su trabajo dio lugar a la creación de la norma ASTM D71279, que también se publicó ese año.
En un artículo de seguimiento del año siguiente concluyeron que "los perfiles de acero óptimos para una amplia gama de revestimientos industriales estándar que mojarán completamente las superficies son una altura de perfil de 2 a 3 mil (50 a 75 micras) y un recuento de picos entre 110 y 150 picos/pulgada (40 y 60 picos/cm)". "El número de picos óptimo para un revestimiento concreto depende de sus propiedades reológicas". Explicaron que "una regla general para ajustar el recuento de picos con el fin de optimizar el rendimiento del revestimiento es utilizar el abrasivo más pequeño y duro que pueda hacer el trabajo. Para obtener una superficie uniforme, hay que controlar la técnica de granallado y el tamaño de las partículas del abrasivo. El revestimiento debe ser capaz de mojar completamente la superficie".10
Los autores recomendaron que los instrumentos de rugosidad con aguja, el mejor instrumento de campo disponible at el tiempo, se utilizará en la industria de la corrosión para proporcionar piezas críticas de información de perfil: altura máxima Y densidad máxima.
Los instrumentos de rugosidad de palpadores registran los movimientos ascendentes y descendentes de un palpador externo que recorre una superficie (Fig. 5). Miden un parámetro de altura denominado Rt, de acuerdo con la norma ISO11 428712, que proporciona la distancia vertical entre el pico más alto y el valle más bajo dentro de cualquier longitud de evaluación de 0,5 pulgadas (12,5 mm). Se realizan cinco trazados y se promedian los valores de Rt para obtener la media de las distancias máximas entre picos y valles.
Un estudio round robin de la ASTM de 201113 determinó que la altura pico-valle Rt, medida con instrumentos de rugosidad de palpadores, está estrechamente relacionada con H, medida con micrómetros de profundidad y cinta de réplica.

Pero si los instrumentos de rugosidad de los palpadores pueden generar mediciones tanto de la altura de los picos como del número de picos encontrados a lo largo de una longitud de muestreo, ¿por qué la industria de la corrosión ha tardado en adoptarlos?
Probablemente esta reticencia se basa en razones económicas y prácticas. Los instrumentos de rugosidad con estilete son frágiles por naturaleza, ya que dependen de un estilete calibrado con precisión que a menudo se extiende a una distancia del cuerpo del propio dispositivo. Pueden ser complejos de configurar y manejar, e informan de una serie de parámetros de rugosidad que son de interés limitado para la industria de los revestimientos. Todos estos factores pueden disuadir a los usuarios potenciales.
¿Qué otras soluciones de medición existen? En el sector de la corrosión se cree anecdóticamente que los dispositivos de medición definitivos deben utilizar métodos de laboratorio como la interferometría de luz blanca, la microscopía de variación de foco, la microscopía láser confocal y la microscopía de fuerza atómica. Sin embargo, estos potentes dispositivos se ven dificultados a la hora de medir superficies chorreadas complejas. Su adquisición es costosa, no funcionan sobre el terreno y requieren una amplia formación para configurar un sinfín de parámetros de prueba para el análisis topográfico, incluyendo aspectos como las regiones de banda muerta, los trazados a escala de área, el análisis a escala de complejidad, los filtros, el cosido y el tamaño de los parches de área espacial.
Los profesionales de la corrosión simplemente quieren saber si tienen una buena superficie sobre la que aplicar un revestimiento. ¿Se ha preparado la superficie adecuadamente? ¿Es aceptable para el cliente? Quieren objetivos medibles y parámetros de granallado ajustables con los que cumplir esos objetivos.
Por lo tanto, es deseable disponer de un instrumento de campo asequible y robusto, diseñado específicamente para la industria de la corrosión, que proporcione mediciones tanto de la altura de los picos (H) como de la densidad de los picos (Pd) para ofrecer a los inspectores una predicción más significativa y funcionalmente correlativa del rendimiento del revestimiento durante la preparación de la superficie.
La solución está en la cinta de réplica. No es ampliamente conocido que las réplicas de superficie obtenidas utilizando Testex La cinta contiene mucha más información que solo la altura del pico medida por un micrómetro. Se dispone de datos significativos a través de imágenes digitales.
La cinta de réplica se ha utilizado para medir el perfil del acero granallado por abrasión desde finales de la década de 1960. Su funcionamiento se describe en varias normas internacionales, como la ASTM D4417, la ISO 8503-5 y la NACE RP0287. En comparación con otros métodos, tiene las ventajas de la robustez, un costo de puesta en marcha relativamente bajo, una buena repetibilidad y la posibilidad de conservar una réplica física de la superficie evaluada. El método es ampliamente utilizado y comprendido. (Fig.7)

Una ventaja adicional, a veces subestimada, es que, a diferencia de las técnicas de aguja, el método de réplica muestrea un área contigua de 2 dimensiones (2D) que es lo suficientemente grande como para producir estadísticas sólidas. Un solo escaneo electrónico del probador de rugosidad de la superficie, por ejemplo, muestrea una línea a lo largo de una superficie chorreada con abrasivo de 12,5 mm (0,5") de largo y 10 μm de ancho para un área total de 0,12 mm2. Una sola réplica de espuma plástica muestra aproximadamente 31 mm2, un área 250 veces mayor. Un nuevo enfoque es utilizar una propiedad de la cinta que está relacionada con, pero diferente de, su capacidad para replicar superficies, es decir, el aumento de la transmisión óptica de la cinta donde se comprime. La transmisión es proporcional al grado de compresión. Muchas de las pruebas realizadas para este documento utilizaron los grados Coarse y X-Coarse existentes de cinta de réplica. Para mejorar la resolución óptica y reducir los artefactos ópticos, el Testex La empresa14 también suministró una versión de grado óptico de su cinta de grado X-Coarse que recientemente se puso a disposición comercialmente.
Una fotografía de un trozo de cinta retroiluminada (Fig.9) revela zonas claras de mayor compresión (picos) y zonas oscuras de menor compresión (valles).

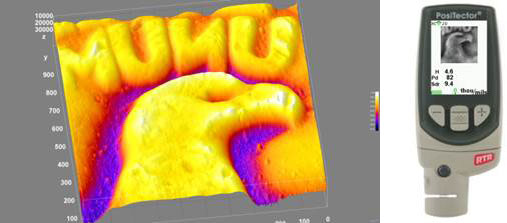
Utilizando el principio de transparencia, el recuento de picos puede determinarse simplemente contando los puntos brillantes de la impresión tomados por un sensor de imagen digital. Estas mediciones de brillo corresponden a mediciones de espesor, que a su vez reflejan el perfil de la superficie original. Un instrumento portátil (Fig. 11) puede identificar los picos y determinar la densidad de picos por área, es decir, cuántos picos hay por milímetro cuadrado, o Pd, según la definición de ASME B46.115.
Aunque son populares en las industrias de mecanizado de metales, los comprobadores de rugosidad basados en palpadores se enfrentan a los complejos patrones generados por las operaciones de limpieza de superficies. Sólo miden una única línea en una superficie rugosa y la mayoría de las características que registran como "picos" son en realidad "hombros de picos" en los que el palpador trazó sobre el lado del pico en lugar de sobre la parte superior del mismo (Fig. 16). Por el contrario, los contadores de picos de cinta de réplica, al igual que los delicados y costosos perfiladores ópticos interferométricos de laboratorio, calculan verdaderas densidades de picos bidimensionales.
Otra ventaja de estas imágenes es que se utilizan más datos para obtener cada medición (1.000.000 de puntos para una sola medición de cinta de réplica frente a 5.000 puntos para una sola exploración con palpador de 1"). Además, todo esto se realiza con un robusto instrumento de campo que utiliza un hardware económico para obtener datos de caracterización de superficies similares a los obtenidos con instrumentos de laboratorio.
Una vez aplicada la relación grosor/transparencia a la interpretación de la imagen de intensidad, pueden extraerse otros parámetros de caracterización de la superficie mediante un software de representación tridimensional (3D). El resultado son mapas en 3D de la superficie del acero granallado a un costo muy inferior al de los dispositivos de perfilado interferométrico o confocal. En las figuras 10 a 12 se muestra un ejemplo de cómo funciona el proceso.



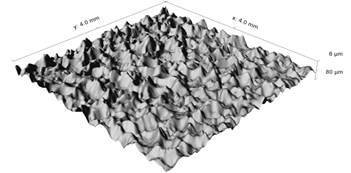
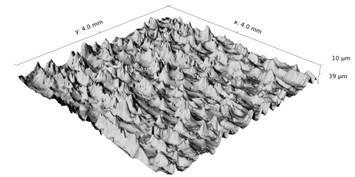
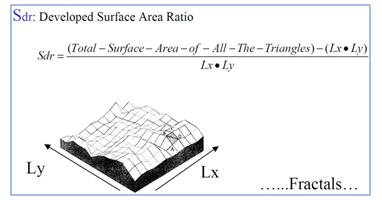
A partir de las imágenes 3D es posible medir un último parámetro relacionado que se cree que ayuda a promover la unión química y mecánica, es decir, el aumento de la superficie resultante de una operación de granallado. Sdr es la relación de área interfacial desarrollada16 expresada como el porcentaje de área superficial adicional aportada por la textura en comparación con un plano ideal del tamaño de la región de medición. Los profesionales del revestimiento creen que este parámetro del perfil ofrece una correlación funcional con la técnica de aplicación al proporcionarles un valor de rugosidad, es decir, el área superficial adicional creada por el granallado como incremento porcentual (área real / área x-y).17 Sin embargo, las discusiones posteriores en este documento sugerirán que hay poco mérito práctico en informar sobre el área superficial desarrollada en la industria de la limpieza por chorro.
Para corroborar las mediciones de la cinta de réplica 3D, las dos nuevas mediciones de parámetros obtenidas de la cinta, la densidad de pico Pd y el área de superficie desarrollada Sdr, se compararon con dos métodos establecidos de medición de la rugosidad de la superficie: la microscopía confocal y la perfilometría del palpador.
El primer paso que se dio fue confirmar que las imágenes de intensidad luminosa de la cinta réplica arrojaban valores de Pd y Sdr comparables a los obtenidos con métodos de laboratorio conocidos. Se realizó un estudio utilizando tres paneles de acero preparados por KTA Labs18. Se utilizaron los medios de granallado Amasteel G-50, GMA Garnet Coarse y Amasteel S-230/G40. Los tres paneles se enviaron a WPI19 junto con 3 juegos de cinta de réplica bruñida de grado óptico para su medición con un microscopio confocal LEXT (Fig.13).

Las imágenes fueron marcadas at el valor medio más el 10% de Sz20. Todas las islas mayores de 1.000 μm2 se contaron como pico para fines comparativos. Los resultados fueron comparables (Fig. 14).

Para comparar las mediciones de las imágenes de réplicas de cintas en 3D con los instrumentos de rugosidad de la aguja, se tomaron medidas de la densidad máxima en los cinco paneles utilizados en el estudio round robin de ASTM de 2011. Esto proporcionó los resultados de las pruebas de la aguja de once operadores independientes que midieron los recuentos de picos lineales, Pc o Rpc, cinco veces en cada uno de los cinco paneles utilizando tres instrumentos de rugosidad de aguja disponibles comercialmente: el Mitutoyo SJ-201, el Taylor Hobson Surtronic 25 y el MahrSurf PS1.
Para obtener datos de imágenes de cinta de réplica en 3D, se realizaron tres bruñidos en cada panel utilizando cinta de réplica de grado óptico y se midieron con el PosiTector 6000 Réplica del generador de imágenes de cinta RTR-P (Fig.11).
Dado que los instrumentos de rugosidad de los palpadores arrojan una medición 2D en picos/mm y el método de la cinta de réplica 3D arroja mediciones en picos/mm2, los dos conjuntos de datos no son directamente comparables. Para los fines de este análisis, las mediciones de la rugosidad del palpador se elevaron al cuadrado, de modo que ambas técnicas de medición produjeran mediciones dimensionalmente comparables. En la figura 15 se resume una comparación de los métodos de medición.

Como puede verse en este gráfico, existe una fuerte relación lineal entre los dos métodos de medición. Las mediciones en cuatro de los cinco paneles probados se sitúan dentro de una desviación de estándar de una línea de tendencia que pasa por el origen. Sin embargo, de la figura 15 pueden extraerse dos observaciones. En primer lugar, no existe una relación 1:1 entre los dos métodos de medición. En segundo lugar, los datos no se ajustan perfectamente a la línea de tendencia, por lo que el valor R2 es de 0,91.
La falta de relación 1:1 entre las mediciones al cuadrado del instrumento de palpado y los métodos de obtención de imágenes en 3D no es sorprendente. Aunque al elevar al cuadrado las mediciones del instrumento de aguja se obtienen mediciones con las mismas dimensiones, no se puede tener en cuenta la naturaleza bidimensional del instrumento de aguja. Por ejemplo, al trazar una línea recta es posible cruzar una cresta varias veces, lo que da lugar a múltiples "picos" cuando en realidad hay un único pico adyacente a la trayectoria del palpador. Además, la clasificación de lo que constituye un "pico" en tres dimensiones no es trivial, y el análisis de imágenes en 3D probablemente ignora características que se registrarían como un pico en el instrumento de rugosidad del palpador.

Los instrumentos de rugosidad de la aguja pueden registrar 0, 1 o 2 picos dependiendo de la trayectoria de la traza. No está claro por qué los datos no se ajustan perfectamente a la línea de tendencia. Dado que cada uno de los cinco paneles de prueba estaba destinado a reflejar una amplia gama de métodos de preparación diferentes, es probable que la discrepancia sea at menos en parte debido a las deficiencias del instrumento de aguja. En perfiles con picos afilados y estrechos, la aguja a veces puede rodear el pico, en lugar de viajar sobre él. Esto puede resultar en que el instrumento de la aguja no se lea bien en algunos perfiles.
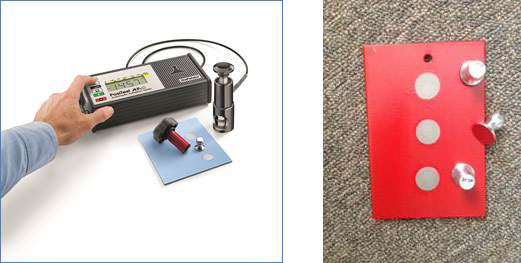
Dada la investigación anterior de Roper et. al. sobre la correlación entre la adherencia y tanto la altura del perfil (H) como la densidad del pico (Pd), se llevó a cabo un estudio para determinar si los métodos de obtención de imágenes de cinta de réplica en 3D daban resultados similares. Se prepararon veinticinco muestras de acero mediante Sponge-Jet21 utilizando una variedad de medios de granallado. Tras el granallado, se realizaron mediciones con la réplica de cinta 3D. A continuación, se rociaron las muestras con un revestimiento epoxi, uno acrílico de dos componentes y uno compuesto de polímero, y se dejaron curar. A continuación, se realizaron tres ensayos de adherencia por arrancamiento en cada muestra siguiendo el método de ensayo descrito en la norma ASTM D454122, utilizando un probador de adherencia por arrancamiento hidráulico de tipo V descrito en el anexo A4 (método de ensayo E) de dicha página web estándar (Fig. 17).
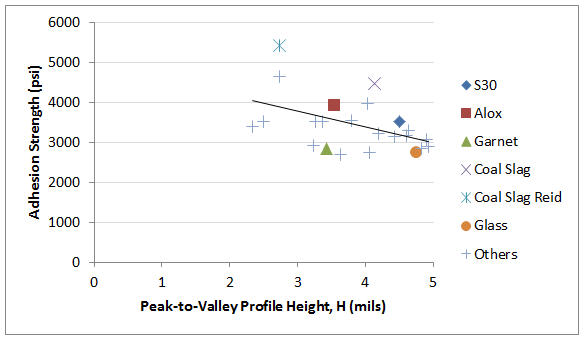
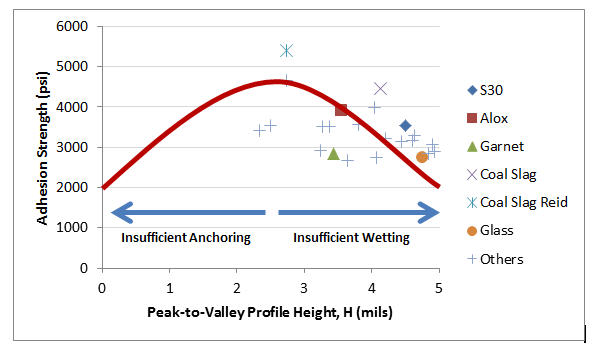
En el artículo de 2006 de Roper et.al, se teorizaba que "según la experiencia de los autores, los perfiles de acero óptimos para una amplia gama de revestimientos industriales de estándar que mojarán completamente las superficies tienen una altura de perfil de 2 a 3 mil (50 a 75 micras)". Las observaciones de este estudio parecen confirmar esta hipótesis. Las mayores fuerzas de adhesión se observaron en el rango de 2 a 3 mil, con valores de adhesión que disminuyen a medida que las alturas de los perfiles aumentan por encima de 3 mil (Fig. 18). Aunque no se tomaron muestras con alturas de perfil inferiores a 2 mils, se teoriza que los niveles de adhesión comenzarían a disminuir con la disminución de la altura del perfil. Como se ha indicado anteriormente en este documento, se considera que la adherencia comienza a disminuir en los perfiles de más de 3 mils debido a que el revestimiento no consigue mojar completamente el sustrato. Se cree que la adherencia empieza a disminuir con perfiles inferiores a 2 mils porque no hay suficiente perfil para anclar el recubrimiento. En la figura 19 se superpone una línea de tendencia hipotética con Pd y Sdr constantes a los datos de este estudio.
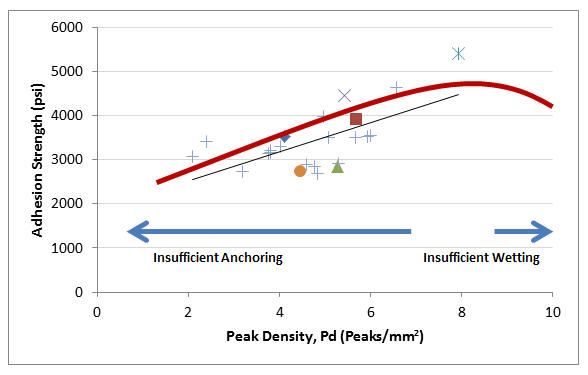
Parece haber una fuerte correlación positiva entre la densidad de picos y la adherencia (Fig. 20), lo que refuerza la hipótesis de Roper et al de que el número de picos es relevante para el rendimiento del revestimiento. Su artículo afirmaba que "los perfiles de acero óptimos para una amplia gama de revestimientos industriales estándar que mojarán completamente las superficies son... un recuento de picos entre 110 y 150 picos/in (40 y 60 picos/cm)".

Dado que los autores utilizaron un perfilómetro de aguja en su investigación, sus números no son directamente comparables con los datos de este estudio. Sin embargo, utilizando la relación aparente entre las mediciones del perfilómetro de la aguja y las mediciones ópticas de la cinta de réplica 3D informadas anteriormente en este documento, se puede derivar una densidad de pico 3D equivalente de entre 4 y 8 picos / mm2. Por lo tanto, se plantea la hipótesis de que la relación positiva observada entre la fuerza de adhesión y la densidad máxima no persistiría at densidades máximas mayores que las observadas en este estudio. Esta relación teórica entre la adhesión y el Pd con H y Sdr se mantiene constante se muestra en la Figura 21.
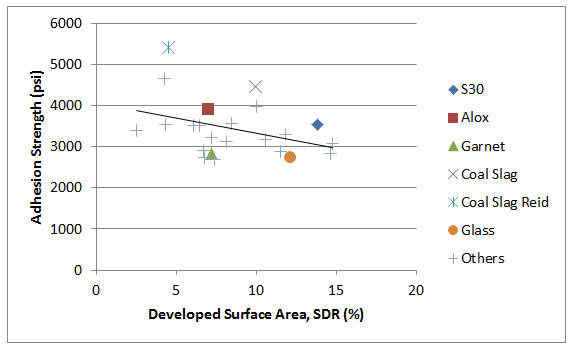
En la figura 22 se resume un gráfico del área de superficie desarrollada observada frente a la adhesión. Los datos at primero parece contradecir a Roper et. La afirmación de Al de que "cuanto mayor sea la superficie para el recubrimiento, mejor". Sin embargo, los autores continúan afirmando que las dos formas principales de aumentar el área de superficie, aumentar la altura del pico y aumentar la densidad del pico, pueden inhibir la humectación y ser perjudiciales para el rendimiento del recubrimiento más allá de un punto óptimo. Se cree que los datos de este estudio reflejan su afirmación. Las mediciones de área de superficie altamente desarrolladas en varias de las muestras (perlas de vidrio, por ejemplo) parecen haber sido un reflejo de las altas distancias de pico a valle en esas muestras. Por lo tanto, no es de extrañar que las muestras con áreas de superficie altamente desarrolladas debido a alturas de pico a valle excesivamente altas exhibieran un rendimiento de recubrimiento deficiente.
Se cree que la cantidad de superficie aumentada resultante del granallado abrasivo está directamente relacionada con la altura y la densidad de los picos, lo que anula la necesidad de medirla e informarla. En el Apéndice se presenta un análisis más detallado.
En general, se acepta que la naturaleza de las superficies de acero limpiadas con chorro de arena predice el rendimiento del revestimiento a largo plazo. La industria de la corrosión no comprende del todo la dinámica de este complejo problema, pero dispone de varios parámetros medibles, como la altura de los picos, la densidad de los picos, el área de la superficie, la angulosidad, la nitidez y la forma. Las creencias comunes de la industria sugieren que aumentar varios de estos parámetros mejorará el rendimiento del revestimiento a largo plazo. Los datos empíricos sugieren que no es tan sencillo.
El más importante de estos parámetros, la altura del pico (H), se mide habitualmente hoy en día y suele ser el único parámetro que se comunica. Aunque su importancia es innegable, un solo parámetro no describe completamente la dinámica de la relación entre el revestimiento y el sustrato.
La densidad de pico (Pd) es también un importante indicador del rendimiento. Aunque tampoco puede ser una medida única como lo ha sido la H durante varias décadas, junto con la H proporciona una mejor predicción del rendimiento del revestimiento a largo plazo, medido por las pruebas de adherencia por arranque.
Esta relación ayuda a explicar por qué las mediciones de H por sí solas no siempre han sido un método fiable para predecir el rendimiento de todos los tipos de revestimiento. Un revestimiento puede adherirse a una superficie con baja H y alta Pd tan bien como a una con alta H y baja Pd. Por esta razón, la industria de la corrosión debe informar de ambos valores para que los clientes puedan determinar la mejor relación para su aplicación de revestimiento en particular. Ambos parámetros se controlan con la selección adecuada del tipo y tamaño del material abrasivo. Quizás se especifique un parámetro híbrido en el futuro.
Las réplicas de la superficie obtenidas mediante la cinta de réplica contienen mucha más información que la simple H medida por un micrómetro. Se pueden obtener datos significativos mediante la obtención de imágenes digitales. Un aparato portátil sencillo y de bajo costo que utiliza sensores de espesor y de imagen puede caracterizar la cinta de réplica y generar imágenes y estadísticas de la superficie original, sobre todo de Pd.
Los resultados de este estudio confirman una estrecha relación entre la cinta de réplica, la rugosidad del palpador y las mediciones de microscopía confocal de los 2 parámetros más importantes:
H - La media de las distancias máximas de pico a valle obtenidas midiendo el espesor de la cinta bruñida de réplica con un micrómetro o un sensor de espesor que ajusta la no linealidad de la cinta. Los mejores valores de adherencia de arranque resultan de alturas de perfil uniformes en el rango de 2,5 mils (65 µm) con una superficie de alto número de picos donde los revestimientos aplicados mojan el cien por cien de la superficie.
Pd - Densidad de pico de área de acuerdo con la norma ASME B46.1. Al aumentar este valor se incrementa la angularidad para desarrollar más fuerza en la adhesión por cizallamiento en lugar de por tracción. Para una mejor adherencia del revestimiento (protección contra la corrosión) el número de picos debe ser lo más alto posible, asegurando al mismo tiempo la completa humectación de la superficie preparada.
El autor desea agradecer la ayuda de Leon Vandervalk de DeFelsko Corporation.
Limitaciones del SDR
Según la norma ASME B46.1, la relación de área interfacial desarrollada Sdr es el porcentaje de área superficial adicional aportada por la textura en comparación con un plano ideal del tamaño de la región de medición, tal como se calcula en la figura 23. Se calcula en función de la escala sumando las áreas de una serie de baldosas virtuales que cubren la superficie medida a modo de mosaico.
La dificultad de utilizar este método para caracterizar una superficie de acero granallado es que los cálculos están sujetos a la interpretación de la definición. Si un laboratorio selecciona un tamaño de triángulo muy pequeño con un dispositivo de escaneo de alta resolución, declarará inevitablemente un aumento mayor de la superficie que otro laboratorio que utilice un equipo diferente con ajustes de umbral más bajos (Fig. 24). La superficie total medida por las baldosas triangulares aumenta a medida que disminuye la escala de observación (área de las baldosas).


Se cree que la cantidad de superficie aumentada resultante del granallado abrasivo está directamente relacionada con la altura y la densidad de los picos, lo que anula la necesidad de medirla e informarla. H y Pd son suficientes. Una alternativa es calcularla de forma similar a la siguiente fórmula pitagórica:

La hipótesis es que si la altura de pico y la densidad de pico se mantuvieran constantes, habría una correlación positiva entre la superficie desarrollada y la fuerza de adhesión. Sin embargo, esta correlación positiva parece leve y, como muestra este estudio, no es significativa en comparación con los efectos de la altura de pico y la densidad de pico. Además, el autor de este trabajo no conoce ningún medio práctico para modificar la superficie desarrollada con medios abrasivos manteniendo constantes los valores de altura y densidad de pico. Por lo tanto, parece que tiene poco sentido práctico informar sobre la superficie desarrollada en la industria de la limpieza por chorro.
-------------------------------------------------------------------------------------------------------------------
1 ASTM internacional, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
2 ASTM D4417 "estándar Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM internacional, West Conshohocken, PA)
3 ISO 8503-5 "Preparation of steel substrates before application of paints and related products - Surface roughnesscharacteristics of blast-cleaned steel substrates - Part 5: Replica tape method for the determination of the surface profile" (Ginebra, Suiza: ISO)
4 NACE estándar RP0287-2002, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape". (National Association of Corrosion Engineers (NACE), 1440 South Creek Dr., Houston, TX USA 77084-4906)
5 Australian estándar AS 3894.5-2002, "Site testing of protective coatings, Method 5: Determination of surface profile". (estándars Australia, GPO Box 476, Sydney NSW 2001 Australia)
6 Para convertir de unidades imperiales a métricas, utilice 1 mil = 25,4 micras (μm).
7 J.D. Keane, J.A. Bruno y R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Publication #74-01, SSPC: The Society for Protective Coatings, Pittsburgh, PA 15222,1974
8 H.J. Roper, R.E.F. Weaver y J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, junio de 2005, pp. 52 - 64
9 ASTM D7127 "estándar Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using an Electronic Portable Stylus Instrument" (ASTM internacional, West Conshohocken, PA)
10 H.J. Roper, R.E.F. Weaver y J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, junio de 2006, pp. 24 - 31
11 Organización Internacional de Normalización (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Ginebra 20, Suiza
12 ISO 4287: 1997 "Geometrical Product Specifications (GPS)-Surface Texture: Profile Method-Terms, Definitions, andSurface Parameters" (Ginebra, Suiza: ISO)
13 ASTM Research Report RR:D01-1169 (ASTM internacional, West Conshohocken, PA)
14 Testex, 8 Fox Lane, Newark, DE 19711 Estados Unidos
15 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
16 ISO 25178-2 "Geometrical product specifications (GPS) - Surface texture: Parte 2: Términos, definiciones y parámetros de textura superficial" (Organización Internacional de Normalización (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Ginebra 20, Suiza)
17 C.A. Brown y S. Siegmann, "Fundamental scales of adhesion and area-scale fractal analysis", internacional Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933
18 KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
19 Instituto Politécnico de Worcester. (WPI), 100 Institute Rd., Worcester, MA 01609-2208 USA Matthew A. Gleason bajo la supervisión del profesor Christopher A. Brown.
20 Se trata de un parámetro 3D ampliado a partir del parámetro de rugosidad (2D) Rz. Es la distancia entre el pico máximo y el valle máximo de la superficie dentro del área medida.
21 Sponge-Jet, Inc., 14 Patterson Lane, Newington, NH 03801 USA bajo la supervisión de Michael Merritt
22 ASTM D4541 "estándar Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers" (ASTM internacional, West Conshohocken, PA)
23 Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Scale-sensitivity, Fractal Analysis and Simulations, Int. J. Mach. Tools Manufact. Vol 38, Nos 5-6, pp. 633-637, 1998)

DAVID BEAMISH (1955 - 2019), ex presidente de DeFelsko Corporation, un fabricante de instrumentos manuales de prueba de revestimientos con sede en Nueva York que se vende en todo el mundo. Era licenciado en Ingeniería Civil y contaba con más de 25 años de experiencia en el diseño, la fabricación y la comercialización de estos instrumentos de prueba en una variedad de industrias internacionales, incluyendo la pintura industrial, la inspección de calidad y la fabricación. Dirigió seminarios de formación y fue miembro activo de varias organizaciones, como NACE, SSPC, ASTM e ISO.


.jpg)


