
Este documento evaluará los métodos utilizados para medir los perfiles de superficie creados por herramientas eléctricas, a saber: air raspadores de agujas, limpiadores de cerdas y raspadores de roto percusión. Se prestará especial atención al uso de la cinta de réplica y su capacidad para caracterizar perfiles de diversas superficies utilizando un lector de cinta de réplica digital con capacidad de imagen 3D. Más específicamente, este documento determinará si los métodos de medición descritos en ASTM D4417 son apropiados para la medición de perfiles producidos por herramientas eléctricas.
La NAVSEA define las herramientas eléctricas manuales como dispositivos automáticos portátiles utilizados para la preparación de superficies que pueden dividirse en tres categorías básicas:
Mientras que existen muchas normas relativas a la medición de los perfiles superficiales producidos por el granallado de superficies de acero, hay poca investigación u orientación para la medición de los perfiles creados por las herramientas eléctricas.
Este documento examinará tres métodos de medición comunes para determinar los parámetros del perfil de la superficie y evaluará su eficacia en superficies preparadas con herramientas eléctricas: micrómetros de resorte con cinta de réplica, micrómetros de profundidad e instrumentos de rugosidad de aguja. Perfiles producidos por air Para este estudio se examinaron raspadores de agujas, limpiadores de cerdas y raspadores de roto percusión en paneles de prueba de acero.
Se prestará atención a la eficacia de cada método de medición para medir en los tres perfiles producidos por la herramienta eléctrica y si alguna de las herramientas eléctricas produce características de perfil que presentan desafíos. Mediante la evaluación de los datos, el trazado de los resultados posteriores y el uso de imágenes de superficie en 3D, se hará una recomendación final sobre qué método de medición es el más adecuado.
La preparación de la superficie afecta directamente al rendimiento de los sistemas de revestimiento protector. Es fundamental asegurarse de que la superficie esté limpia de óxido y cascarilla de laminación, así como de contaminantes superficiales como la suciedad, el aceite, las sales solubles y la grasa. Igualmente importante es el perfil de la superficie, cuyas características contribuyen a la vida útil del revestimiento y a la fuerza de adhesión. La evaluación del perfil de la superficie, por tanto, se convierte en un ejercicio crítico.
Las herramientas eléctricas se utilizan con frecuencia para limpiar superficies de acero antes de la aplicación de recubrimientos protectores. Si bien el perfil de las superficies chorreadas con abrasivo se mide de forma rutinaria con cinta de réplica, micrómetros de profundidad o instrumentos portátiles de rugosidad con aguja, los profesionales de recubrimientos a menudo no están seguros de qué método es el más adecuado para los perfiles creados por herramientas eléctricas, que incluyen air raspadores de agujas, limpiadores de cerdas y raspadores de roto percusión.
El impacto abrasivo produce patrones complejos y aleatorios en la superficie. Sin embargo, los perfiles superficiales producidos por las herramientas eléctricas presentan patrones repetitivos que dificultan la medición correcta de la altura de pico a valle y de la densidad de pico.
En un artículo escrito en febrero de 2015, D. Beamish2 ilustró cómo se podía utilizar la cinta de réplica para determinar los parámetros críticos del perfil de la superficie del acero granallado y relacionó estos parámetros con la fuerza de adhesión al arranque. En concreto, el artículo hablaba de cómo se disponía de mucha más información a través de las mediciones con cinta de réplica que con otros métodos de medición, lo que permitía determinar la densidad máxima (Pd) y la relación de área interfacial desarrollada (Sdr), que se correlacionaban directamente con la resistencia a la adherencia por arranque. Además, se demostró que los parámetros superficiales medidos con la cinta réplica estaban estrechamente correlacionados con las técnicas de medición establecidas para los perfiles granallados, como la microscopía confocal y la perfilometría de palpador. En este artículo se profundizará en este análisis y se determinará la idoneidad de la cinta de réplica no sólo para medir los parámetros superficiales de los perfiles granallados, sino para medir el perfil de la superficie en una variedad de superficies preparadas con herramientas eléctricas.
La cinta deréplica se utiliza desde la década de 1960 para medir el perfil de la superficie del acero granallado. Ampliamente utilizada en la industria de los revestimientos, la cinta de réplica consiste en una capa de espuma plástica aplastante unida a un sustrato de poliéster no comprimible de un grosor altamente uniforme de 2 mils ± 0,2 mils (50,8 micras ± 5 micras). El grosor de la espuma depende del grado de la cinta. La cinta de réplica está disponible en dos tipos, regular y óptica, y dos grados, grueso y X-grueso. Para la mayoría de las aplicaciones, la cinta de réplica normal es suficiente. La cinta de réplica de grado óptico se utiliza cuando se producen imágenes en 3D de la superficie de la cinta. Los dos grados de cinta son Coarse, que mide perfiles de 0,8 a 2,5 mils (20 a 64 µm), y X-Coarse, que mide perfiles de 1,5 a 4,5 mils (38 a 115 µm).
Cuando se presiona contra una superficie de acero rugosa, la espuma forma una impresión, o réplica inversa, de la superficie. La espuma puede colapsar hasta un 25% de su grosor previo al colapso. Por tanto, cuando los picos más altos de la superficie original empujan hacia el soporte de poliéster, la espuma totalmente comprimida se desplaza lateralmente. Del mismo modo, los valles más profundos del original crean los picos más altos en la réplica.
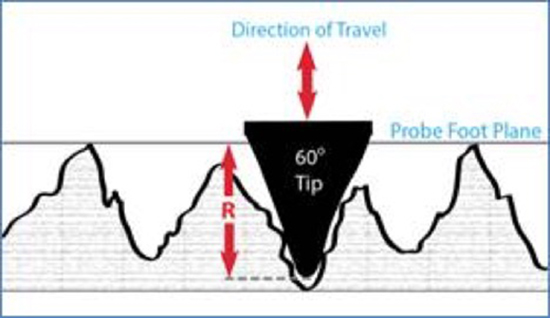
Colocando la cinta comprimida entre los yunques de un micrómetro de resorte, como el PosiTector RTR H, y restando la contribución del sustrato de poliéster incompresible (2 mils / 50 μm) da una medida del perfil de rugosidad superficial máximo promedio de pico a valle (Fig.1).

Este método de medición de superficies es robusto, relativamente sencillo, barato y permite al usuario conservar una réplica física de la superficie que se está evaluando. Es una de las formas más comunes de determinar la altura de pico a valle de las superficies chorreadas en la industria del revestimiento.
La cinta de réplica proporciona ventajas adicionales sobre otros métodos de medición, ya que mide el perfil de la superficie en un área bidimensional, en lugar de un solo punto o una medición en línea recta. La punta puntiaguda de la sonda en un micrómetro de profundidad mide un solo punto con un radio de aproximadamente 0,05 mm (50 micras), para un área de muestreo de 0,007 mm2. La línea de muestreo típica de un instrumento de rugosidad con aguja es de 12,5 mm de largo y 4 micras de ancho, para un área de medición total de 0,05 mm2. El área de medición de la cinta de réplica es de 31 mm2. Esto representa un área de medición aproximadamente 258 veces más grande que el área de medición de un instrumento de rugosidad de aguja y aproximadamente 4.400 veces más grande que el micrómetro de profundidad. Además, cuando se utiliza un instrumento como el PosiTector RTR 3D, las imágenes digitales de la cinta de réplica bruñida pueden producir imágenes en 3D de los perfiles de la superficie, lo que permite al usuario observar visualmente la superficie antes de la aplicación del recubrimiento.
Un micrómetro de profundidad, como el PosiTector SPG, utiliza una base plana que descansa sobre los picos del perfil de la superficie y una punta de sonda con resorte montada dentro de la base que cae en los valles del perfil. La base plana descansa sobre los picos más altos y, por lo tanto, cada medición es la distancia entre los picos locales más altos y el valle particular en el que se ha proyectado la punta, como se ilustra en la Figura 2. Los micrómetros de profundidad tienen la ventaja de poder medir alturas de perfil que exceden el rango de muchos otros instrumentos.
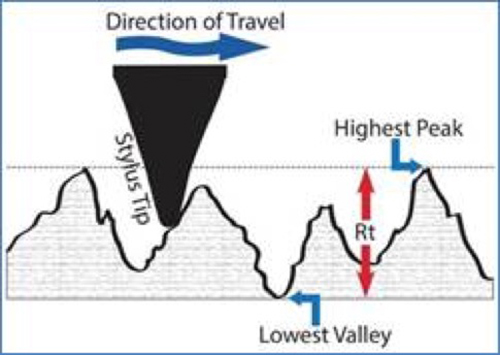
Un instrumento de rugosidad con aguja portátil utiliza una aguja que se dibuja at velocidad constante a través de una superficie y registra los movimientos hacia arriba y hacia abajo para determinar el Rt, o la distancia vertical entre el pico más alto y el valle más bajo dentro de cualquier longitud de evaluación dada. El instrumento mide y registra la distancia vertical que recorre la aguja a medida que pasa sobre la superficie, como se ve en la Figura 3.
Normalmente, una longitud de evaluación predeterminada se divide en 7 longitudes de muestreo y el instrumento mide la altura pico-valle dentro de cada longitud de muestreo, Ry, de cada sección, sin tener en cuenta la primera y la última. La media de los restantes Ry se utiliza para calcular Rz. Para este estudio, Rz es equivalente a RzDIN, que equivale a la media de las distancias entre el pico más alto y el valle más bajo en cada longitud de muestreo, según la norma ASME Y14.36M7.
Se prepararon doce placas de acero utilizando tres herramientas eléctricas diferentes: una air raspador de agujas, limpiador de cerdas y raspador de rotopercusión, ilustrado en la Fig. 4. Estos paneles fueron etiquetados del 1 al 4 dentro de cada grupo.
Se evaluaron los siguientes paneles:

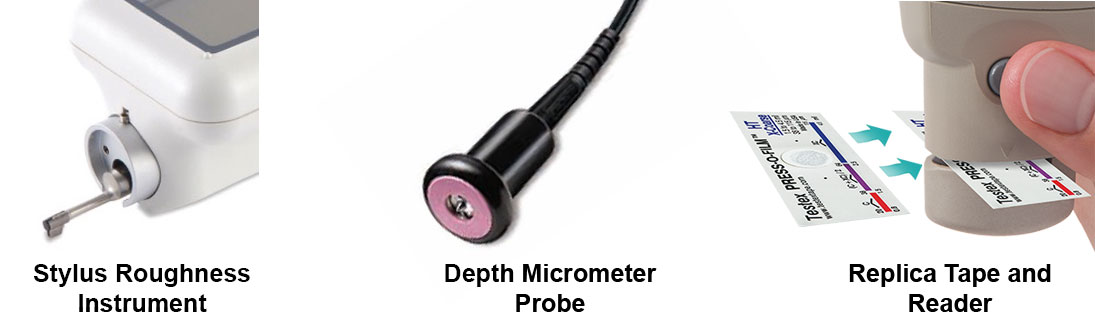
Los perfiles superficiales de los paneles se evaluaron con los tres instrumentos siguientes:
Las pruebas se realizaron con cada instrumento de la siguiente manera:
1. Se utilizó un instrumento portátil de rugosidad con aguja para determinar Rz y Rpc para cada panel. Se realizaron tres mediciones de trazas at 5 ubicaciones en cada panel con cada medición de traza con una longitud de evaluación de 12,5 mm y una longitud de muestreo de 2,5 mm.
a. Las ubicaciones de las mediciones se detallan en el Diagrama 1. Cabe señalar que en los paneles preparados con limpiador de cerdas las mediciones de trazos 2 y 4 están en la dirección del sesgo, mientras que las mediciones de trazos 1, 3 y 5 están en contra de la dirección del sesgo. En los paneles preparados con limpiador de cerdas, las mediciones de trazos 2 y 4 están en contra de la dirección del sesgo y las mediciones de trazos 1, 3 y 5 están en la dirección del sesgo.

2. Se utilizó un micrómetro de profundidad digital para determinar Rt. Se tomaron 10 mediciones at 5 ubicaciones en cada panel, para un total de 50 mediciones por panel. Según D4417, se tomaron 10 lecturas por ubicación. Este estudio utilizó 5 localizaciones y se registraron y promediaron los valores máximos de las 10 lecturas en las 5 localizaciones. También se registró el promedio de las 50 lecturas individuales. Las ubicaciones de muestreo se detallan en el Diagrama 2:

3. Un lector de cinta de réplica digital y un generador de imágenes utilizaron la cinta de réplica para medir HL y Pd. Se tomaron cuatro bruñidos por panel. Tres se tomaron con cinta réplica normal (gruesa y/o X-gruesa) y uno con cinta réplica óptica. Las ubicaciones de las mediciones se muestran en el diagrama 3:

1. Se observaron patrones en los resultados. Al examinar las imágenes de las superficies, se observaron estrías direccionales en las superficies preparadas con limpiador de cerdas y raspador de roto percusión. Las lecturas tomadas por el instrumento de rugosidad de la aguja en la dirección de este sesgo direccional y contra el sesgo confirmaron claras diferencias en los parámetros de la superficie. Además, las imágenes de la air Las superficies preparadas con escalador de aguja mostraron que tenían pocos picos y valles distintos, lo que llevó a la especulación de que el micrómetro de profundidad puede no haber capturado adecuadamente las verdaderas alturas de pico a valle. Se planteó la hipótesis de que los resultados mejorarían con técnicas de medición modificadas que tuvieran en cuenta el sesgo / densidad de picos:
a. Los paneles preparados con el limpiador de cerdas y el raspador de rotos mostraron un sesgo direccional que supuso un reto para los instrumentos portátiles de rugosidad. Un instrumento portátil de rugosidad con palpador puede no ser apropiado porque las lecturas dependen del sesgo. Las especificaciones iniciales (D7127) para medir las superficies limpiadas con herramientas eléctricas no tienen en cuenta el sesgo y/o la densidad de los picos. Esto puede dar lugar a valores inferiores o superiores a los indicados en el perfil de la superficie. Es necesario modificar el método de ensayo para ignorar las lecturas tomadas en la dirección del sesgo para producir resultados significativos.
b. Se observó que el air Los paneles preparados con raspador de aguja tenían una densidad de pico muy baja (frecuencia de pico). Se propuso que aumentar el número de mediciones tomadas con el micrómetro de profundidad podría ayudar a explicar esta frecuencia disminuida y producir un resultado más preciso. Para evaluar esta hipótesis, se realizó una segunda ronda de pruebas tomando 20 mediciones por punto en las 5 ubicaciones, para un total de 100 lecturas por panel. Se informó el promedio de los 5 máximos.
2. Los resultados indicaron que la cinta de réplica podía utilizarse en los tres perfiles producidos por la herramienta eléctrica. Los resultados adquiridos con un lector de cinta de réplica digital no se vieron afectados de forma significativa por el sesgo y la densidad que suponen un reto para los otros instrumentos, y no hubo necesidad de modificar el método de ensayo.
3. Los resultados del micrómetro de profundidad mostraron que el uso de la media de los máximos de las cinco localizaciones produjo resultados que se correlacionaron más estrechamente con los resultados de los otros métodos de medición en comparación con la media de las 50 lecturas individuales.
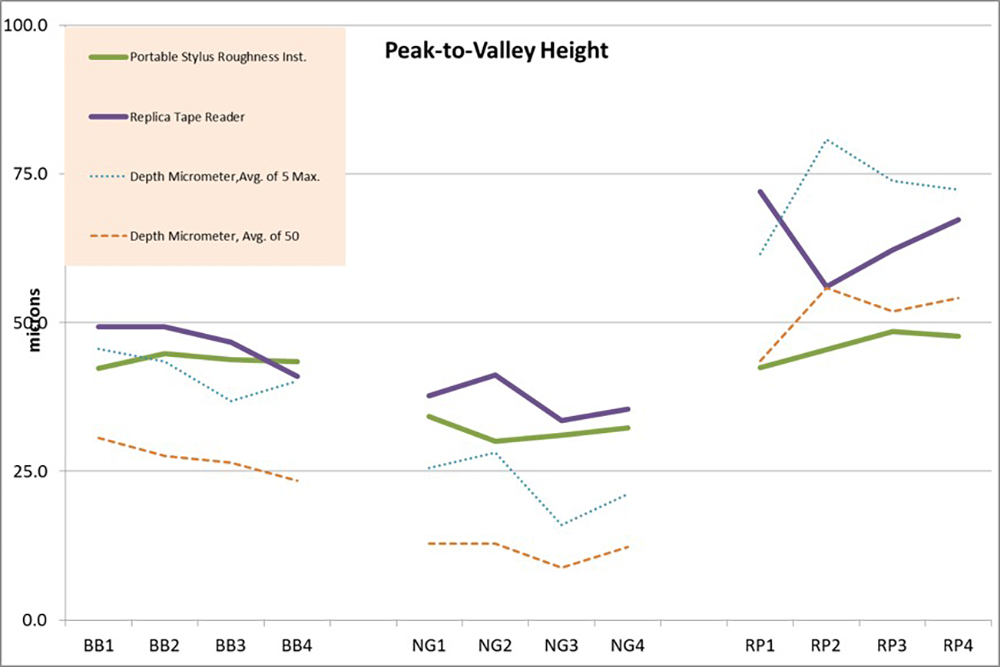
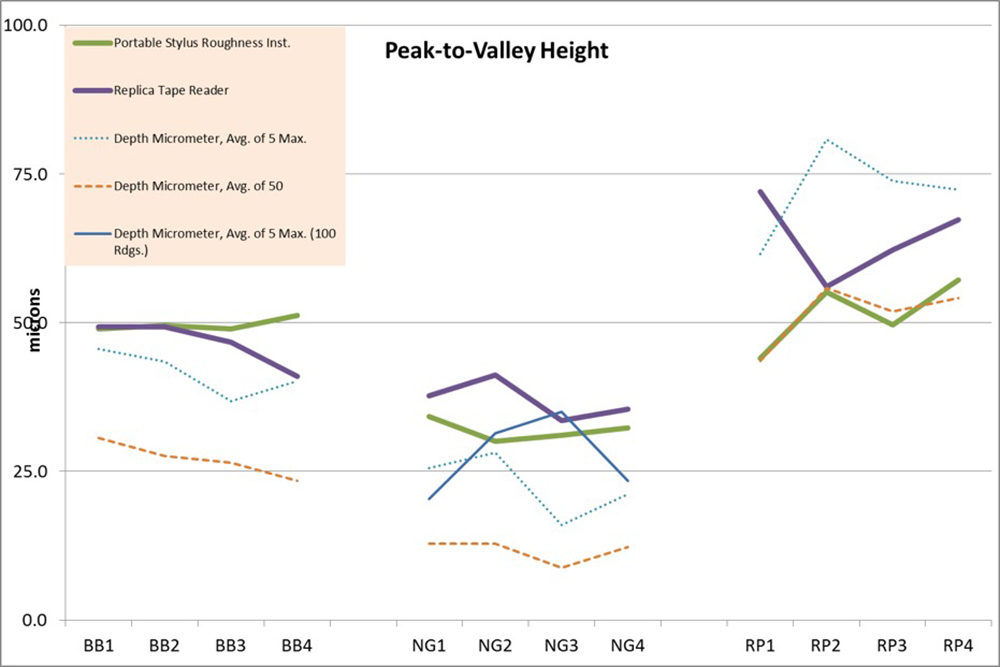
El gráfico 1 muestra los resultados iniciales de los tres métodos de medición. Los resultados del micrómetro de profundidad se muestran tanto como la media de las 50 lecturas como la media de los 5 máximos. Se observó que las características producidas por las herramientas desafiaban a algunas de las herramientas de medición y hacían que sus resultados fueran menos consistentes.
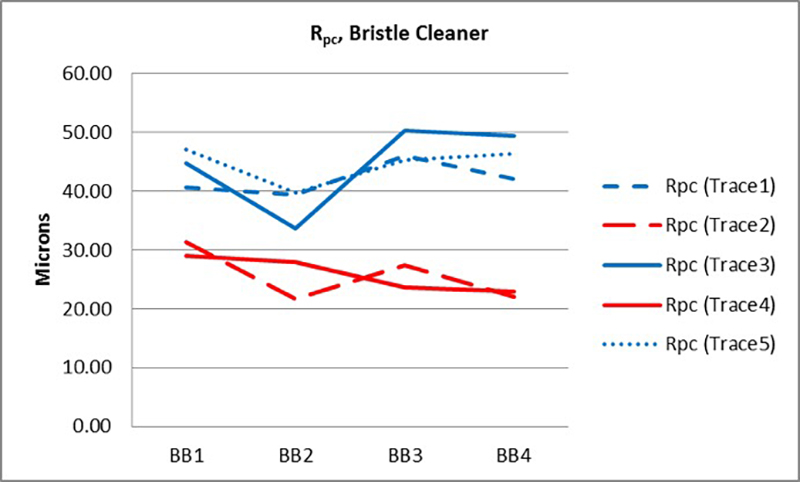
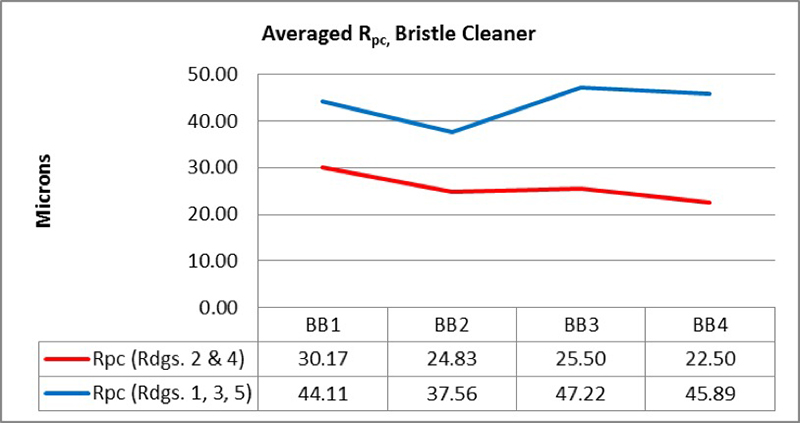
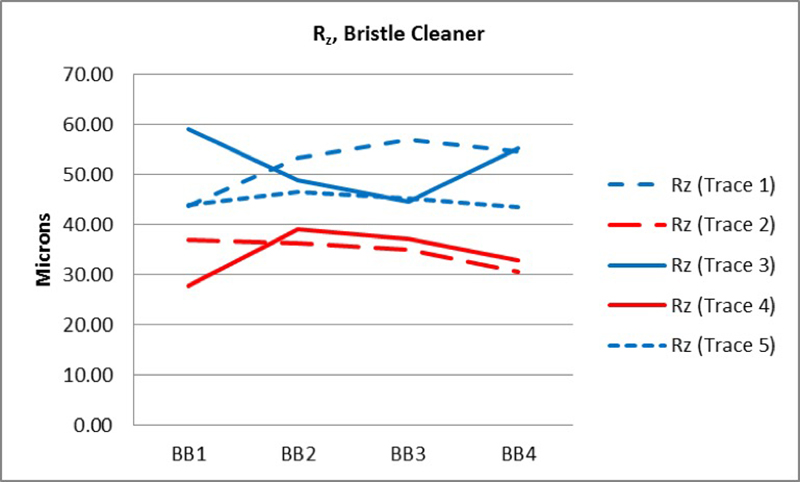
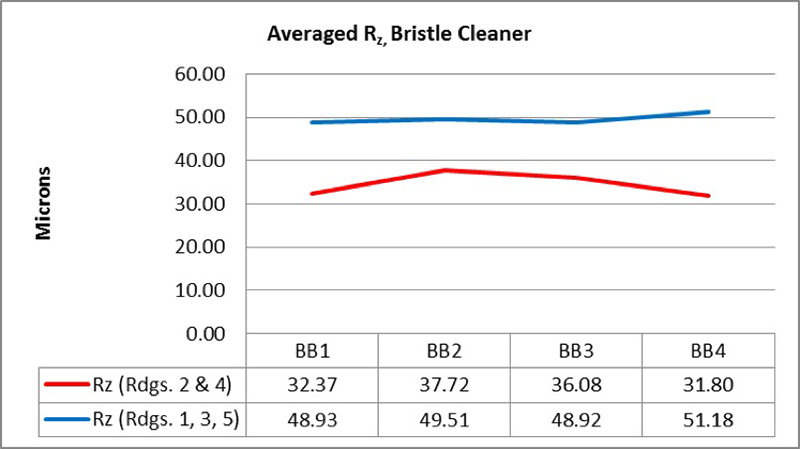
Los gráficos siguientes lo ilustran. En los gráficos 2 y 4 se muestran trazos individuales. En los paneles del limpiador de cerdas, las lecturas 2 y 4 fueron sistemáticamente más bajas para todos los parámetros que las lecturas 1, 3 y 5. Las lecturas 2 y 4 se tomaron en la dirección del sesgo (mostradas en rojo), mientras que las lecturas 1, 3 y 5 se tomaron a través del sesgo (mostradas en azul). Los gráficos 3 y 5 muestran los resultados de todos los trazos tomados con el sesgo promediados juntos y todos los trazos tomados a través del sesgo promediados juntos.
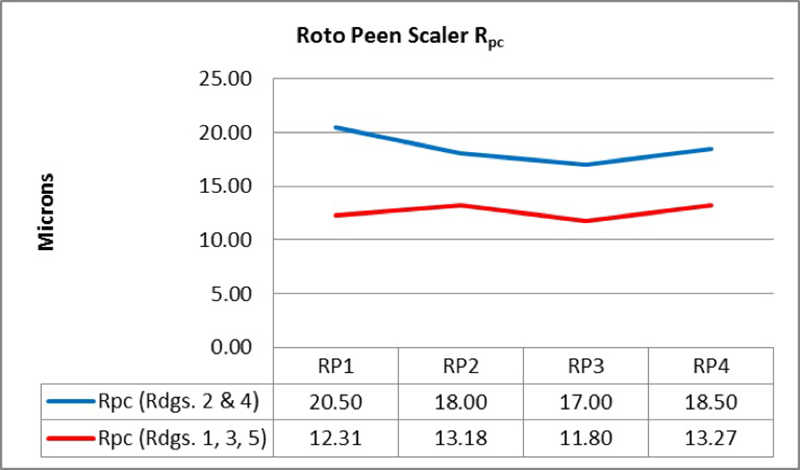
En el caso de los paneles del roto peen scaler, las trazas individuales se muestran en los gráficos 6 y 8. Las lecturas 2 y 4 fueron sistemáticamente más altas para todos los parámetros que las lecturas 1, 3 y 5. Las lecturas 2 y 4 se tomaron en la dirección del sesgo (mostradas en azul), mientras que las lecturas 1, 3 y 5 se tomaron con el sesgo (mostradas en rojo). Los gráficos 7 y 9 muestran los resultados de todos los trazos tomados con el sesgo promediados juntos y todos los trazos tomados a través del sesgo promediados juntos.



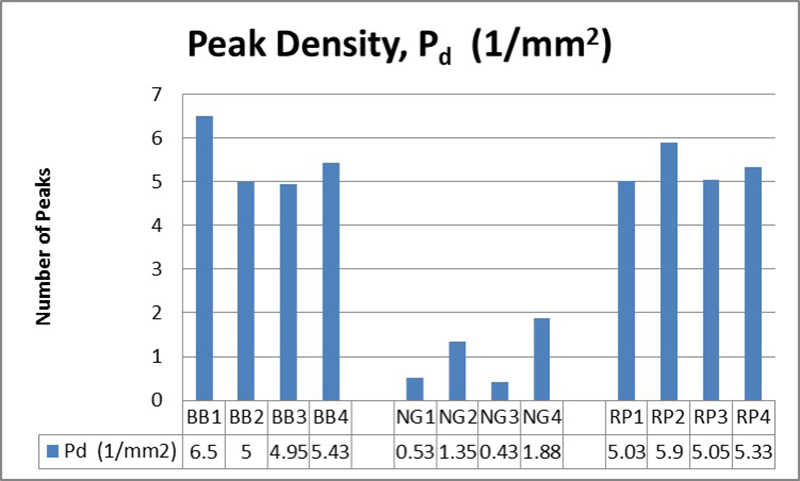
Cuando se compararon las densidades máximas de los tres tipos de paneles, el air el panel del raspador de aguja mostró mediciones significativamente más bajas que los demás, como se ve en el Gráfico 10.
Debido a las densidades más bajas, se planteó la hipótesis de que las lecturas del micrómetro de profundidad podrían verse afectadas negativamente debido a la menor probabilidad de que el instrumento se sitúe en los valles más bajos.
Al comparar los métodos de medición, las observaciones iniciales mostraron que, entre las superficies de las herramientas eléctricas y los métodos de medición, la cinta de réplica era la menos afectada por influencias como el sesgo o el recuento de picos.
Una vez concluidas las pruebas, el análisis de los datos mostró que los resultados obtenidos con el instrumento portátil de rugosidad por palpado parecían estar significativamente afectados por el sesgo direccional de los paneles. Esto era más notable en los paneles tratados con el limpiador de cerdas y, en menor medida, en los paneles tratados con el escarificador rotativo.
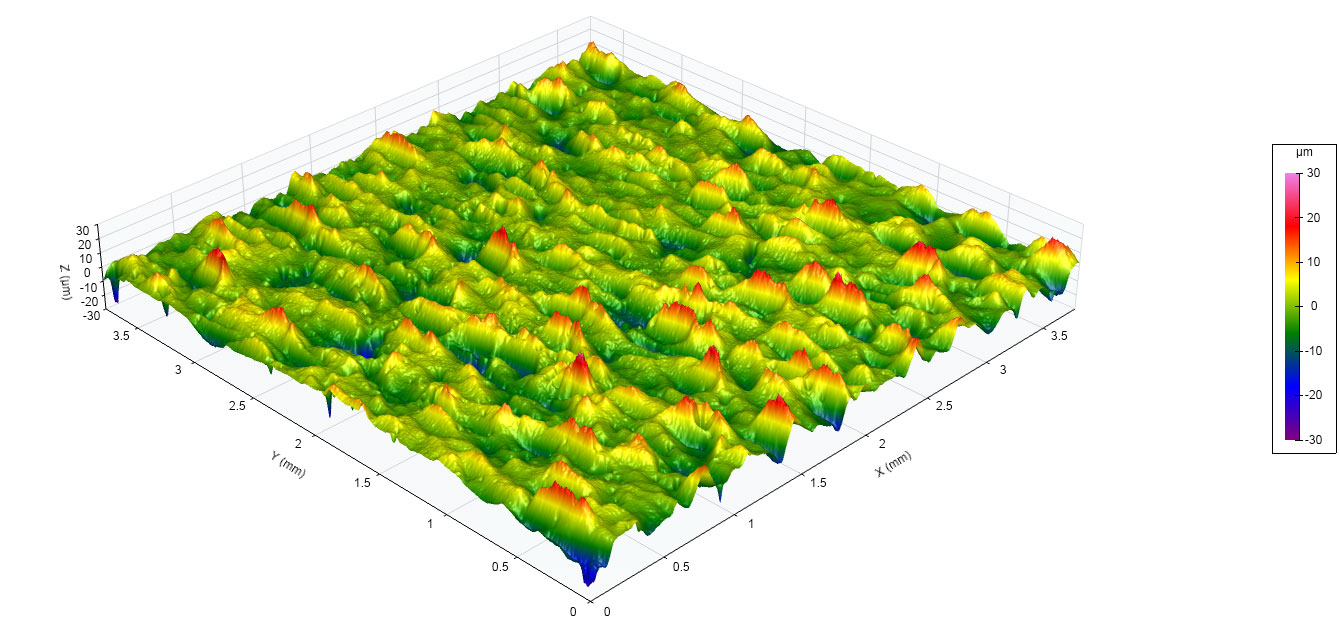
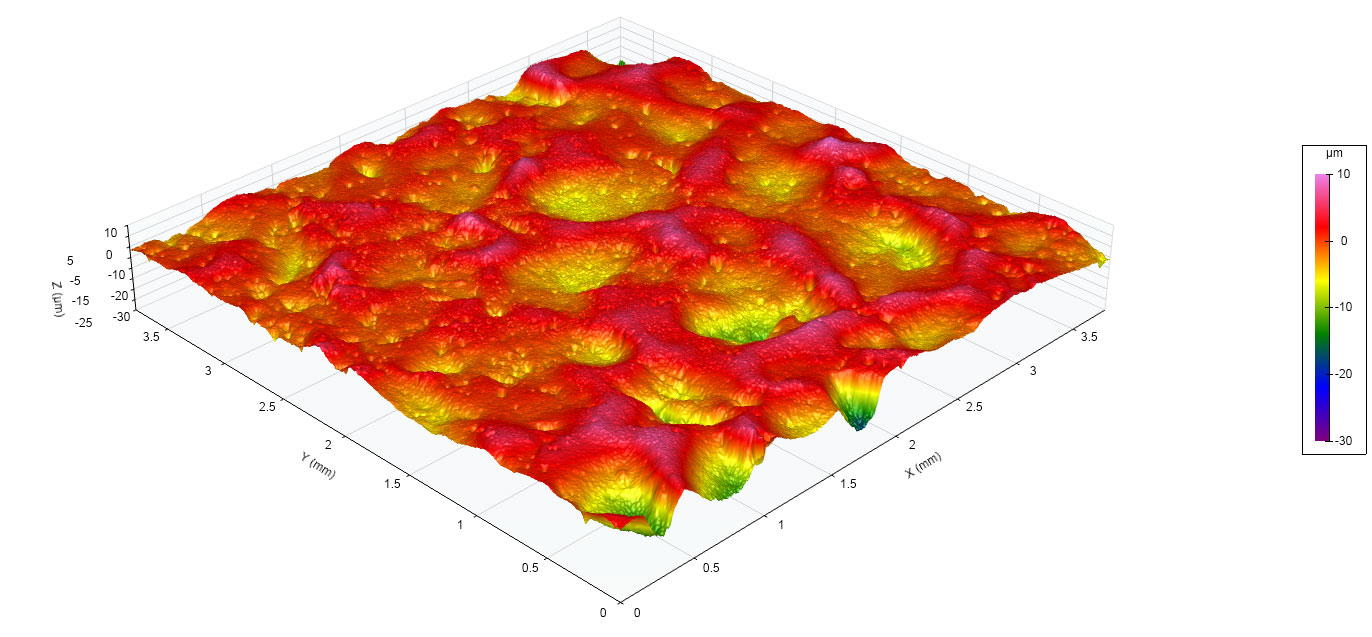
La primera imagen en 3D de una superficie preparada con un limpiador de cerdas (Figura 6) muestra estrías de izquierda a derecha, correspondientes a la dirección en que se aplicó el limpiador de cerdas al panel, esencialmente haciendo valles y/o picos que se alinean en esa dirección general. La segunda imagen en 3D de la superficie de un limpiador de cerdas (Figura 7) muestra características similares.

Para confirmar el efecto que esto tenía en los resultados adquiridos por el instrumento de rugosidad del palpador, se realizaron pruebas adicionales en los paneles preparados con el limpiador de cerdas, prestando especial atención al sesgo direccional.
Esta prueba adicional se realizó tomando cuatro mediciones con el sesgo y cuatro mediciones a través del sesgo creado por el limpiador de cerdas. A continuación se compararon dos valores, Rpc y Rz, entre las pruebas horizontales y verticales. Los resultados se presentan a continuación en los gráficos 11 y 12:
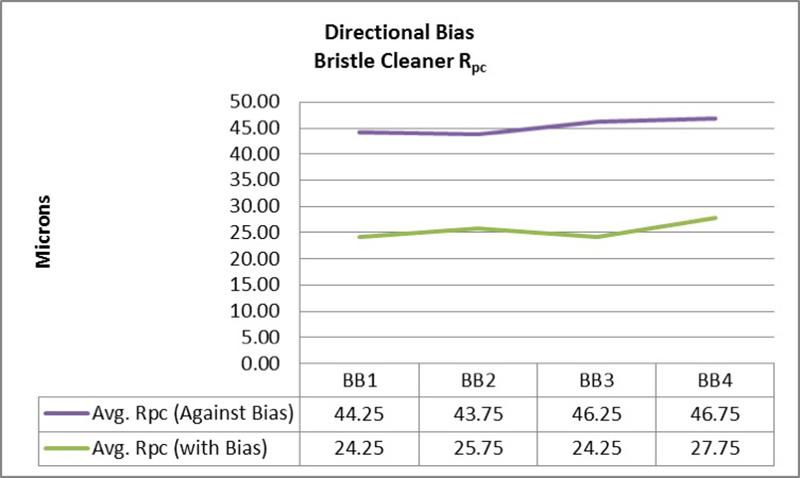
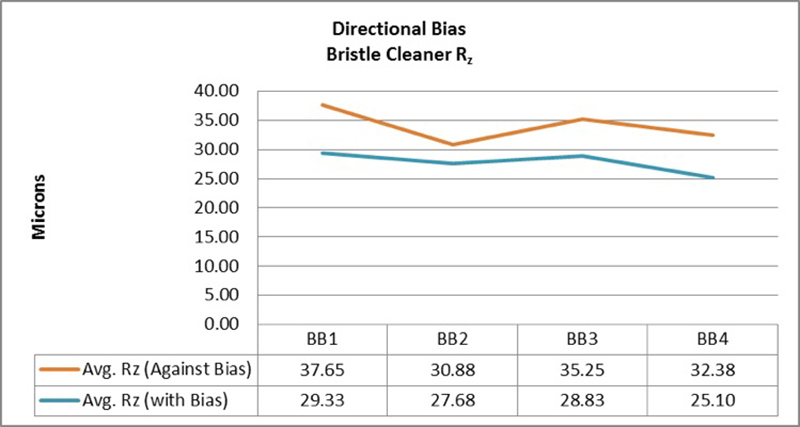
Las mediciones realizadas con el sesgo y a través del sesgo dieron resultados claramente diferentes. Las mediciones realizadas con este método podrían dar lugar a una caracterización incorrecta de la superficie si no se tiene en cuenta el sesgo direccional o no se conoce. Esto podría conducir a una aplicación incorrecta o insuficiente de un revestimiento. Las mediciones realizadas con instrumentos de réplica de cinta o micrómetro de profundidad no se vieron afectadas por el sesgo direccional.
Se consultaron los manuales de usuario del fabricante del limpiador de cerdas y del raspador de púas para determinar si se discutían métodos para abordar el sesgo direccional. En ninguno de los dos manuales se encontraron instrucciones específicas sobre el sesgo direccional o el desarrollo de estrías en la superficie. El manual del roto-peen scaler indica, en relación con el tratamiento de la superficie, que "para asegurar una cobertura uniforme del peening, utilice un movimiento circular u oscilante en toda el área".
Sin embargo, no hay instrucciones o sugerencias de uso que aborden o eviten que se produzca el sesgo direccional.
Los resultados de la medición mostraron que los paneles producidos por el air El raspador de aguja mostró una baja densidad de pico en comparación con los otros paneles producidos por herramientas eléctricas. Las densidades de pico más bajas hacen que sea más difícil para el micrómetro de profundidad encontrar la verdadera altura del pico al valle. Esto se debe a una menor probabilidad estadística de que el punto del micrómetro caiga directamente en el punto más bajo del perfil. A menos que el instrumento encuentre la depresión más baja del perfil, los resultados serán erróneamente bajos. Una representación 3D de un air La superficie preparada del raspador de aguja se muestra a continuación en la Figura 8. Se puede ver claramente que la superficie contiene pocos picos y / o valles distintos y parece en su mayoría redondeada y plana.
Después de que se observaran bajas densidades de pico utilizando imágenes digitales de la cinta de réplica, se determinó que el aumento del número de mediciones tomadas con el micrómetro de profundidad producía mediciones más precisas de pico a valle. Para probar esta hipótesis, se duplicó el número de lecturas tomadas en cada punto a 20, para un total de 100 lecturas por panel. Al duplicar el número de mediciones, el resultado es más representativo de los encontrados con un instrumento de rugosidad de aguja y una cinta de réplica, como se muestra en el gráfico 13.

En tres de los cuatro paneles examinados, al duplicar el número de mediciones del micrómetro de profundidad por punto se obtuvieron valores más correlacionados con el instrumento de rugosidad del palpador y la cinta de réplica. Aunque no se ha investigado aquí, aumentar aún más el número de lecturas por punto puede dar lugar a lecturas más coherentes con otros métodos.
Se plantea la hipótesis de que el instrumento de rugosidad de la aguja se verá afectado de manera similar por una menor densidad de picos. Sin embargo, el instrumento de rugosidad de la aguja mide un área más grande que el micrómetro de profundidad, y esta área de medición más grande puede ser suficiente para capturar el pico más alto y el valle más bajo. Independientemente, la probabilidad de encontrar la verdadera altura máxima del pico al perfil del valle en air Las superficies preparadas con raspador de aguja se reducen, simplemente debido al menor número de picos y valles distintos.
Las mediciones derivadas de la réplica de la cinta no se vieron afectadas por el sesgo direccional o la densidad del pico, a diferencia de las mediciones realizadas con otros métodos de medición. Este método proporcionó resultados consistentes en las tres superficies limpiadas con herramientas eléctricas.
Con los paneles afectados por el sesgo direccional, el área de medición de la cinta de réplica capta los patrones en ambas direcciones del sesgo. Dado que la HL se mide como la altura máxima de pico a valle en toda el área, el sesgo no tiene ningún efecto. Por ello, los resultados de las mediciones de la cinta de réplica fueron más representativos de la superficie y no requirieron la modificación del método de medición para producir resultados significativos.
Del mismo modo, las mediciones de la cinta de réplica no se vieron afectadas negativamente por la densidad de los picos. Dado que el área de medición de la cinta de réplica es mayor que la distancia horizontal entre picos y valles, la densidad reducida no fue un factor. Una vez más, debido a la gran área de medición de la cinta de réplica, las lecturas fueron más representativas que con el micrómetro o el instrumento de rugosidad del palpador.
El método C, la cinta de réplica y los micrómetros de resorte, midieron las superficies producidas por las tres herramientas con mayor precisión, principalmente porque el área de superficie muestreada es mayor que la de los otros métodos. El aumento de la superficie de medición de la cinta de réplica tuvo en cuenta las características de las superficies creadas por la herramienta eléctrica que afectaban negativamente a los otros métodos de medición.
Las superficies creadas por las herramientas eléctricas presentan características que deben tenerse en cuenta a la hora de seleccionar un método de medición del perfil superficial. Las herramientas que dejan estrías direccionales (sesgo) en la superficie pueden dar lugar a mediciones inexactas de los parámetros del perfil de la superficie cuando se utilizan instrumentos portátiles de rugosidad con palpadores. Las herramientas que dan lugar a perfiles superficiales con densidades de pico bajas no se prevén en las normas (ASTM D4417) y, como resultado, se registran mediciones pico-valle más bajas cuando se utiliza un micrómetro de profundidad de acuerdo con ese método de ensayo. Si no se tienen en cuenta estas características, los resultados pueden ser inexactos.
Aunque existen limitaciones a la hora de utilizar instrumentos de rugosidad de palpadores portátiles y micrómetros de profundidad en superficies preparadas con herramientas eléctricas, hay modificaciones que pueden realizarse en los métodos de medición que permiten que estos instrumentos midan estas superficies con eficacia. Los instrumentos de rugosidad de aguja del método D no eran adecuados para medir el perfil de la superficie en estas superficies a menos que se tuviera cuidado de medir sólo a través del sesgo. Las lecturas de los mic rómetros de profundidad del método B sugerían que los resultados mejorarían si se aumentaba el número de lecturas para tener en cuenta la baja densidad de picos.
Además, los resultados de los micrómetros de profundidad del método B mostraron claramente que el uso de la media de los máximos de las cinco ubicaciones produjo resultados que se correlacionaron más estrechamente con los resultados de los otros métodos de medición cuando se comparó con el uso de la media de las 50 lecturas individuales. Esto respalda otros estudios que se han realizado con los mismos resultados, especialmente "Surface Profile - A Comparison of Measurement Methods" de D. Beamish9, donde se propuso por primera vez este método.
El gráfico 14 muestra los resultados de todos los métodos de medición después de haber realizado ajustes para tener en cuenta los errores causados por el sesgo direccional y la baja densidad de picos. El sesgo direccional se ha tenido en cuenta en los paneles preparados con el limpiador de cerdas y el escarificador roto peen eliminando las mediciones de trazos tomadas en la dirección del sesgo. Esto dio lugar a un resultado que se acercó un 13,2% de media a los resultados de la cinta de réplica para los paneles limpiados con cerdas, y un 8,9% de media a las lecturas de la cinta de réplica para los paneles tratados con roto peen.
Baja densidad de picos en el air Los paneles de raspador de aguja se han tenido en cuenta trazando los resultados con 10 y 20 lecturas por punto, e informando el promedio de los máximos para las cinco ubicaciones. Al hacerlo, las lecturas tomadas por el micrómetro de profundidad mostraron una correlación un 15,9% más cercana con las lecturas de rugosidad del lápiz óptico portátil y una correlación un 14,2% más cercana con las lecturas de la cinta de réplica.
Sin embargo, los resultados de la réplica de la cinta se muestran tal y como se han medido, sin ninguna modificación por los efectos de la superficie. Está claro que los resultados de la cinta sin modificar coinciden con los de otros métodos de medición.
Estos resultados sugieren claramente que la cinta de réplica presenta una solución más sencilla y eficaz para medir a través de superficies creadas por múltiples herramientas eléctricas. La cinta no requiere ninguna consideración especial para el sesgo o la densidad de pico. A diferencia de otros métodos de medición que requieren que se tengan en cuenta los efectos del perfil creado por la herramienta eléctrica, los resultados de la cinta de réplica pueden utilizarse tal como se miden.
Dentro de la industria de la pintura y el revestimiento, se han realizado importantes investigaciones para evaluar los perfiles limpiados con chorro de arena en sustratos de acero.
ISO 8503-5-Preparaciónde sustratos de acero antes de la aplicación de pinturas y productos relacionados - Características de rugosidad superficial de sustratos de acero limpiados con chorro de arena - Parte 5: Método de la cinta de réplica para la determinación del perfil de la superficie3
La norma ISO 8503-5 describe la preparación de los sustratos de acero antes de la aplicación de pinturas y productos afines y las características de rugosidad de la superficie de los sustratos de acero limpiados con chorro de arena:
1 Ámbito de aplicación
Este documento describe un método de campo para medir el perfil de la superficie producido por cualquiera de los procedimientos de limpieza con chorro de arena que se indican en la norma ISO 8504-2. El método utiliza una cinta de réplica y un calibre adecuado para medir, in situ, la rugosidad de una superficie antes de la aplicación de la pintura u otro revestimiento protector.
El método es aplicable dentro de la gama de alturas de perfil citadas para un grado (o grosor) determinado de cinta de réplica. Los grados comerciales disponibles actualmente permiten medir perfiles medios de pico a valle de 20 μm a 115 μm. El método es válido para superficies que han sido limpiadas con abrasivos.
ASTM D7127-estándar Método de ensayo para la medición de la rugosidad superficial de superficies metálicas limpiadas con chorro de abrasivo utilizando un instrumento de aguja portátil4
La norma ASTM D7127 describe la medición de la rugosidad superficial de las superficies metálicas limpiadas con chorro de abrasivo utilizando un instrumento de aguja portátil:
1. Alcance
1.1 Este método de ensayo describe un procedimiento de taller o de campo para la determinación de las características de rugosidad de las superficies preparadas para ser pintadas mediante chorro de arena. El procedimiento utiliza un instrumento portátil de trazado de perfiles con aguja, con o sin patines. Las características medidas son: Rt y Rpc. También pueden obtenerse medidas adicionales de la altura del perfil (Rmax y/o Rz) según lo acordado por el comprador y el vendedor.
NACE SP0287-Medición de campodel perfil de la superficie de las superficies de acero limpiadas con chorro abrasivo utilizando una cinta de réplica5
La norma NACE SP0287 describe y caracteriza un procedimiento para medir el perfil de la superficie del acero limpiado con chorro de arena. La técnica de medición utiliza una cinta que reproduce el perfil de la superficie. No se discuten otros métodos comunes para medir el perfil de la superficie:
1.1 Este estándar describe un procedimiento para la medición in situ del perfil de la superficie de las superficies de acero limpiadas con chorro de abrasivo que tienen un perfil de superficie, según se define en la sección 2, entre 38 y 114 μm (1,5 y 4,5 mils)
ASTM D4417-estándar Métodos de ensayo para la medición en campo del perfil de la superficie del acero limpiado con chorro de arena
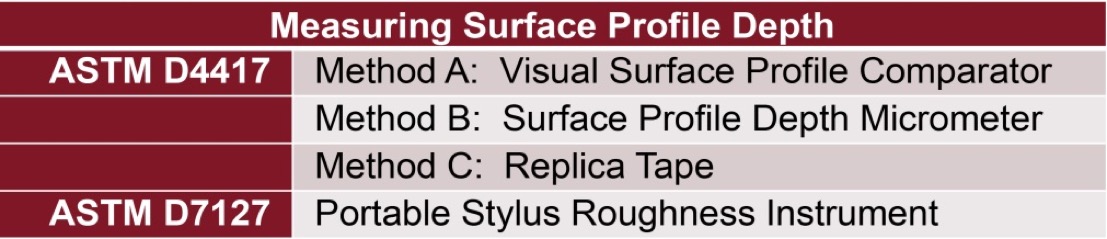
La norma ASTM D4417 describe tres métodos para evaluar el perfil superficial de las superficies de acero chorreadas en la Tabla 1:
1. Alcance
1.1 Estos métodos de ensayo cubren la descripción de las técnicas para medir el perfil de las superficies limpiadas con chorro de arena en el laboratorio, en el campo o en el taller de fabricación.
SSPC PA 17-Determinacióndel cumplimiento del perfil6
La SSPC PA 17 proporciona orientación adicional para determinar la conformidad con los requisitos del perfil de superficie. Mientras que las normas ASTM describen cómo realizar las mediciones, la SSPC PA 17 se centra en dónde realizarlas y con qué frecuencia.
En gran medida, estas normas industriales no incluyen procedimientos y descripciones para la evaluación de las superficies limpiadas con herramientas eléctricas. A medida que el uso de herramientas eléctricas se hace más frecuente, es cada vez más importante determinar la forma mejor y más precisa de evaluar estas superficies.
Dentro de estas normas, sólo hay una mención a cómo evaluar las superficies preparadas con herramientas eléctricas. El párrafo 1.2 de la norma ASTM D4417-14 dice: "El método B también puede ser apropiado para la medición del perfil producido por el uso de herramientas eléctricas".
A falta de normas y/o directrices, hay poca información sobre si el método B de la norma ASTM D4417 es el mejor método para todas las superficies de las herramientas eléctricas o si puede haber otras soluciones más dinámicas para medir las superficies. Las superficies preparadas con herramientas eléctricas presentan características que no están presentes en las superficies limpiadas con chorro de arena, a saber, el sesgo direccional y las variaciones de densidad máxima entre las herramientas. No se conoce bien el impacto de estas características en los métodos de medición específicos.
1 ASTM D4417 "estándar Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM internacional, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
2 D. Beamish, "Replica Tape - Unlocking Hidden Information", Journal of Protective Coatings and Linings, febrero de 2015, pp. 1 - 6
3 ISO 8503-5 "Preparación de sustratos de acero antes de la aplicación de pinturas y productos relacionados - Características de rugosidad superficial de sustratos de acero limpiados con chorro de arena - Parte 5: Método de la cinta de réplica para la determinación del perfil de la superficie" (Organización Internacional de Normalización (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Ginebra 20, Suiza).
4 ASTM D7127 "estándar Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using a Portable Stylus Instrument1 (ASTM internacional, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
5 NACE estándar SP0287, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape". (Houston, TX: NACE, 2016)
6 SSPC-PA-17 "Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements" (SSPC: the Society for Protective Coatings,800 Trumbull Drive, Pittsburgh, PA 15205, USA)
7 ASME Y14.36M 1996 "Surface Texture Symbols" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
8 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
9 D. Beamish, "Surface Profile - A Comparison of Measurement Methods", DeFelsko Corporation, enero de 2013.

.jpg)



