
Este artículo detalla el uso de los medidores de espesor de revestimiento DeFelsko en la industria del galvanizado de zinc. Describe diferentes tipos de medidores manuales, el proceso de medición, varias precauciones que deben tomarse, y una sección de preguntas y respuestas para las preguntas más frecuentes sobre esta aplicación.
El acero se corroe cuando un electrolito conecta ánodos y cátodos en una superficie de acero. La formación de la célula de corrosión provoca un óxido de hierro escamoso conocido como óxido.
Para evitar el óxido, hay que imordenar la formación de la célula de corrosión. Dos métodos comunes para prevenir la corrosión en el acero son:

Elgalvanizado es el proceso por el cual se aplica una capa de ánodo de sacrificio de zinc a la superficie de una pieza de acero fabricada para proporcionar protección contra la corrosión. El último paso de este proceso es la inspección de:
El espesor del revestimiento galvanizado está directamente relacionado con:
Una capa de galvanizado más gruesa da lugar a una mayor vida útil de la pieza revestida. Por consiguiente, la inspección del espesor del revestimiento de zinc es el paso más importante para determinar la calidad de un revestimiento galvanizado.
El tamaño, la forma y el número de piezas a ensayar dictarán el método de ensayo adecuado. Los métodos de ensayo especificados se clasifican como destructivos o no destructivos.
Hay cuatro formas de medir el espesor de la galvanización:


La forma más práctica de medir el espesor del galvanizado es el método no destructivo que utiliza el principio magnético para determinar el espesor del revestimiento. Esta prueba es:
Debido a que no es destructiva, la medición magnética del espesor es el método más común para evaluar el espesor del revestimiento de galvanizado.
Los medidores de espesor de revestimiento que funcionan según el principio magnético están diseñados para medir revestimientos no magnéticos aplicados a metales ferrosos. Los tres tipos más comunes de medidores de espesor por principio magnético pertenecen a una de las dos categorías:

1. Medidores mecánicos de espesor de galvanizado
2. Medidores electrónicos de espesor de galvanizado
Mecánico-Pen Estilo
Tipo de dial mecánico

Electrónica



Precauciones:
Si se utiliza un medidor mecánico de espesor de revestimiento, hay que realizar los siguientes pasos:
Si utiliza un medidor electrónico de espesor de revestimiento, realice los siguientes pasos:
Los sistemas de revestimiento dúplex utilizan una combinación de dos sistemas de protección contra la corrosión, normalmente pintura o revestimiento en polvo sobre acero galvanizado (metalizado por inmersión en caliente, electro o zincado). La protección contra la corrosión resultante de un sistema de revestimiento dúplex es superior a cualquiera de los dos sistemas de protección utilizados de forma independiente.
DeFelskoPosiTector El medidor de espesor de recubrimiento 6000 FNDS mide de forma no destructiva los espesores individuales de las capas de pintura y galvanizado de zinc en un sistema de recubrimiento dúplex con una sola lectura.
Consulte nuestra nota de aplicación sobre la medición del espesor del sistema de revestimiento dúplex para obtener más información.

Los medidores magnéticos de espesor de revestimiento informan de los valores de medición en unidades de distancia lineal, no de peso de revestimiento. Sin embargo, la lectura del medidor puede convertirse fácilmente en una expresión del peso del revestimiento.

El cuadro anterior se caracteriza en el texto siguiente:
Para convertir de: | A: | Multiplicar por:
- oz./pie2 | mils | 1.684
- oz./pie2 | micras | 42,78
• oz./ft2 | gm/m2 | 305.15
- mils | microns | 25.4
• milésimas de pulgada | gm/m2 | 181.18
- mils | oz./ft2 | 0.5938
• micras | gm/m2 | 7.133
- micras | oz./pie2 | 0,023375
- micras | mils | 0,03937
• gm/m2 | oz./ft2 | 0.03277
• gm/m2 | milésimas de pulgada | 0.005519
• gm/m2 | micras | 0.14019

Ejemplo A: Imagine que toma una medida en una bobina de acero recubierta con galvanizado de zinc usando un PosiTector 6000 F y obtenga una lectura de espesor de un solo lado de "0.35 mils". Esto se puede convertir fácilmente a oz/ft² utilizando el siguiente método:
Ejemplo B: También se puede confirmar rápidamente que una chapa de acero galvanizado cumple con un peso de recubrimiento específico. Según la norma ASTM A653, una designación de revestimiento G90 significa que el peso del zinc en ambas caras de una chapa de acero es de 0,90 onzas/pie².
Sin embargo, un medidor de espesores magnético sólo mide un lado. Por lo tanto:
0.45 oz./ft² x 1.684 = 0.76 mils por lado, o 0.45 oz./ft² x 42.78 = 19 micrones por lado
Ejemplo C: Para calcular gramos/metro² a partir de un resultado mostrado en micras, multiplique primero la lectura del calibre (o la media de una serie de lecturas) por un factor de 2, y luego multiplique ese resultado por 7,133. El cálculo final indicará el peso del recubrimiento para ambas caras de la pieza recubierta.
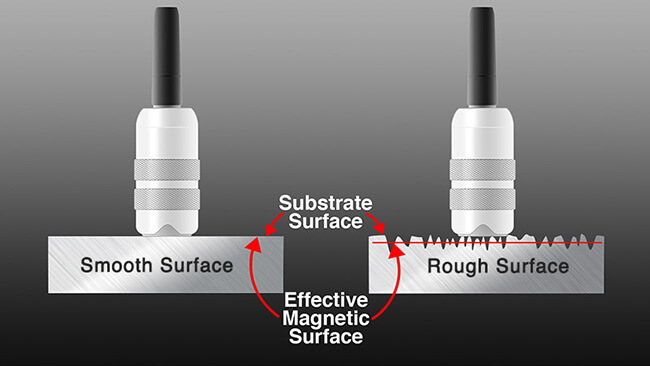
R: Aunque la superficie galvanizada pueda parecer lisa, existen rugosidades microscópicas en la superficie tanto del zinc como del acero. Por lo tanto, la mejor representación del espesor del revestimiento se obtiene promediando una serie de lecturas según la norma ASTM A123.
R: Los medidores magnéticos de espesor de revestimiento informan de los valores de medición en unidades de distancia lineal, no de peso de revestimiento. Sin embargo, la lectura del medidor puede convertirse fácilmente en una expresión del peso del revestimiento utilizando una tabla de conversión o un factor de multiplicación.

R: Según la norma ASTM A653, la designación de revestimiento G90 significa que el peso del zinc en ambas caras de una chapa de acero es de 0,90 onzas/pie2
Un medidor de espesores magnético sólo mide un lado.
Por lo tanto:
Extractos de la norma ASTM A123 estándar Especificación para revestimientos de zinc (galvanizado en caliente) en productos de hierro y acero:
ASTM A123/A123M-estándar Especificación para recubrimientos de zinc (galvanizado en caliente) en productos de hierro y acero
ASTM E376-estándar Práctica para la medición del espesor del revestimiento por métodos de examen de campo magnético o de corriente de Foucault (electromagnética)
ASTM A153/A153M-estándar Especificación para el recubrimiento de zinc (por inmersión en caliente) en herrajes de hierro y acero
ASTM A653/A653M-estándar Especificación para chapas de acero, recubiertas de zinc (galvanizadas) o de aleación de zinc-hierro (galvanizadas) por el proceso de inmersión en caliente.
ASTM A767/A767M-estándar Especificación para barras de acero recubiertas de zinc (galvanizadas) para el refuerzo del Concreto
ASTM D7091-estándar Práctica para la medición no destructiva del espesor de película seca de revestimientos no magnéticos aplicados a metales ferrosos y revestimientos no magnéticos, no conductores aplicados a metales no ferrosos.

.png)







