
Para ver el PDF completo de este informe , pulse aquí.
En un proyecto de recubrimiento reciente, las pruebas de adhesión debían realizarse de acuerdo con ASTM D4541. Los requisitos especificados eran que se realizara un mínimo de una prueba por cada 1,000 pies cuadrados de recubrimiento y una prueba por cada 100 pies cuadrados de reparaciones de recubrimiento. La especificación del recubrimiento en sí requería una adhesión mínima de 1,000 psi. Sin embargo, la especificación del recubrimiento se adaptó a un poliuretano sólido de volumen 100% en particular para el cual la hoja de datos del producto anunciaba un valor de adhesión de 2,000 psi. Antes de comenzar a trabajar, se decidió que el recubrimiento necesitaba probarse at un mínimo de 1,900 psi. Parecía razonable que la adhesión del recubrimiento fuera at al menos el 95% del valor anunciado (95% de 2,000 psi = 1,900 psi). Muchas pruebas fueron a 2,000 psi o más sin fallas de adhesión. Desafortunadamente para el contratista, muchas pruebas no cumplieron con el requisito mínimo de 1,900 psi. Unas pocas pruebas fallidas de un área total muy pequeña significaron que el contratista tuvo que volver a chorrear y volver a aplicar el recubrimiento en grandes áreas. ¡Vaya, estaba atascado!
Es imprescindible que un revestimiento se adhiera bien al sustrato, y las pruebas de adhesión parecen una tarea sencilla. Pero la adherencia del revestimiento es extremadamente compleja y poco conocida. Las pruebas de adhesión sencillas, como el sondeo y el intento de levantar el revestimiento con una espátula o una navaja, son subjetivas. El ensayo de adhesión por tracción es conceptualmente sencillo y proporciona una única cantidad discreta: la fuerza necesaria para provocar la fractura. La naturaleza de la fractura del revestimiento en términos de fallo adhesivo o cohesivo debería anotarse, así como las áreas relativas, y a veces lo es, pero es ese valor cuantitativo discreto el que la gente codicia.
Aunque el resultado de la prueba es un único valor numérico, cualquier prueba de este tipo es sólo una indicación del rendimiento relativo. Las pruebas de adherencia de los revestimientos son mucho más que el uso de una herramienta para obtener un resultado numérico que pueda utilizarse como criterio de aprobado/desaprobado. El método de prueba ASTM D4541 estaba especificado, pero proporciona información que se ignoró por completo en este proyecto.
La prueba refleja tanto los parámetros materiales como los instrumentales. Diferentes herramientas y diferentes adhesivos dan valores diferentes. Las diferencias de temperatura, humedad y otros factores complican las cosas. Incluso la rigidez del sustrato afecta a los resultados de la prueba. Por ejemplo, en igualdad de condiciones, los valores de la prueba son generalmente más altos en acero de 1 ⁄4 pulgadas de espesor en comparación con el acero de 1 ⁄8 pulgadas de espesor.
El principal problema es que el método de prueba adolece de una falta de reproducibilidad. La sección 6.1.1 de ASTM D4541 dice que at Por lo general, se requieren al menos tres réplicas para categorizar estadísticamente el área de prueba (en comparación con el requisito de trabajo de una prueba por cada 1,000 pies cuadrados). Al igual que con SSPC-PA 2, el objetivo es categorizar estadísticamente un área, no buscar y encontrar un valor bajo.
La norma ASTM D4541-02 contiene una sección que aborda la precisión y tiene una tabla que muestra la varianza esperada para los resultados de las pruebas de laboratorio (intra-laboratorio - realizadas en el mismo laboratorio, así como inter-laboratorio - una comparación entre diferentes laboratorios). La variabilidad se presenta en tres formas diferentes. La primera es el coeficiente de variación, que es un decimal o porcentaje que se determina dividiendo la desviación estándar de una muestra por la media (promedio). La segunda es en términos de grados de libertad, que se relaciona con la distribución t de la muestra. (Piense en la conocida curva de campana.) Son términos que sólo un estadístico podría amar. Afortunadamente, la tercera aproximación es más sencilla y fácil para los profesionales de los revestimientos: la diferencia porcentual máxima aceptable.
La tabla muestra que, según el tipo de instrumento, la diferencia porcentual aceptable entre dos valores puede oscilar entre el 25% y el 58% aproximadamente. Esto proporciona una clara indicación de que la prueba es bastante variable, pero un ejemplo ayuda. Para un instrumento de tipo IV utilizado en el mismo laboratorio, la tabla 1 de la norma ASTM D4541-02 indica que el coeficiente de variación es del 8,5%, hay 48 grados de libertad y la diferencia máxima aceptable es del 29%. La diferencia en porcentaje relativa a dos resultados de pruebas se determina mediante la sencilla ecuación que se indica a continuación.
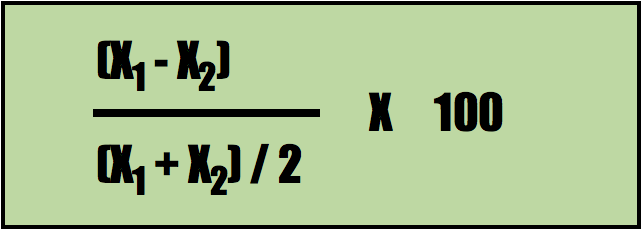
Consideremos ahora dos valores de prueba: 2.100 psi y 1.600 psi. Al introducirlos en la ecuación se obtiene un resultado del 27%, que es inferior al 29% de diferencia máxima aceptable que se indica en la tabla de la ASTM. La precisión declarada del método de prueba es tan pobre que ninguno de estos dos valores, 2.100 psi o 1.600 psi, puede declararse como el correcto. Con un muestreo muy pequeño de sólo unas pocas mediciones, estos dos valores deberían considerarse con razón como el mismo resultado. Eso no es sentido común, pero así es la precisión, o la falta de ella.
A veces se piensa que la exactitud y la precisión son más o menos lo mismo cuando, de hecho, son muy diferentes. La precisión es una cuestión de dar en el blanco. La precisión es una cuestión de repetibilidad y reproducibilidad. Por ejemplo, al lanzar dardos y apuntar a la diana, si uno lanza tres dardos y cada uno aterriza a una pulgada del centro de la diana pero espaciados at Las esquinas de un triángulo equilátero, uno tiene buena precisión, pero la precisión es pobre. Los dardos están todos cerca del objetivo, pero no están cerca unos de otros. De hecho, están en todos los lados del objetivo. Por el contrario, si los tres dardos caen en la ranura doble 20, la precisión es pobre pero la precisión es excelente. Para una buena exactitud y una buena precisión, es necesario colocar los tres dardos cerca de la diana y cerca uno del otro.
Los distintos tipos de comprobadores de tracción pueden calibrarse para obtener una buena precisión. Sin embargo, el defecto del método de ensayo es que la precisión no es muy buena. No es muy preciso en el laboratorio. No espere que sea mejor en condiciones de campo.
Especificar un valor mínimo de adhesión a la tracción de 1.900 psi en este proyecto para estar dentro del 5% de la adhesión anunciada de 2.000 psi para el revestimiento utilizado parece razonable, si uno no sabe nada sobre los revestimientos como materiales, los instrumentos de prueba y el método de prueba ASTM D4541 estándar . La adhesión del revestimiento no es en absoluto como la resistencia a la tracción del acero o la resistencia a la compresión del Concreto. Un revestimiento con un valor de adhesión de 2.000 psi no es el doble de bueno que un revestimiento con un valor de adhesión de 1.000 psi. De hecho, un revestimiento con un valor de adherencia inferior puede ser el más eficaz. La PSI es una unidad de medida cómoda y conocida. Los revestimientos pueden aplicarse por pies cuadrados, pero no rinden ni fallan por pies cuadrados. No se deje llevar por los números mágicos.








