A medida que los propietarios de instalaciones de la industria del transporte buscan proteger sus estructuras de la corrosión y reducir las molestias para el público que viaja, muchos están recurriendo a los recubrimientos por pulverización térmica en lugar de los recubrimientos líquidos más convencionales. Los recubrimientos por pulverización térmica tienen un historial de duración de entre 30 y 50 años antes de que se requiera cualquier trabajo de reparación; por lo tanto, el mayor costo inicial del TSC se amortiza por sí mismo, y con menos trabajo de reparación requerido, el público no es molestado tan a menudo.
El material de recubrimiento por pulverización térmica (TSC) que se utiliza con más frecuencia en la industria del transporte de EE.UU. es el zinc-aluminio 85/15. El TSC se deja expuesto a la intemperie para formar un sellado natural a través de la oxidación del zinc y el aluminio, o se sella utilizando un sellador penetrante poco después de aplicar el TSC. Las pruebas de adherencia del TSC se exigen generalmente de acuerdo con la norma ASTM D4541, Método de prueba de la resistencia a la tracción utilizando probadores de adherencia portátiles. Según la norma SSPC-CS 23.00(I), Especificación provisional para la aplicación de recubrimientos por pulverización térmica (metalización) de aluminio, zinc y sus aleaciones y compuestos para la protección contra la corrosión del acero, el valor mínimo de adhesión que debe aceptarse con el TSC 85/15 Zn/Al es de 700 psi. Un proyecto nos llevó a investigar si la oxidación del TSC o los selladores penetrantes afectan a los valores de adhesión del TSC. Aunque el mecanismo de unión y la duración de la mejora de la adhesión no están del todo claros, nuestras pruebas de campo indican que los selladores pueden mejorar la adhesión del TSC. Y lo que es más importante, nos dimos cuenta de que cuando se especifica el ensayo de adhesión sobre el TSC, el especificador debe indicar si el ensayo debe realizarse sobre el revestimiento sellado o sin sellar.
En 2002, la Comisión del Puente de las Cataratas del Niágara se propuso conseguir los beneficios a largo plazo de la TSC en su muy transitado puente Rainbow, que une las Cataratas del Niágara (Nueva York, EE UU) y las Cataratas del Niágara (Ontario, Canadá). Nuestra empresa gestionó el proyecto de 450.000 pies cuadrados (40.500 metros cuadrados).
El trabajo de producción estuvo en manos de Clara Industrial Services, Ltd., Thunder Bay, ON. MISCO Inspection Services Co. Ltd. de Picton, ON, proporcionó el control de calidad del contratista. Las especificaciones del proyecto requieren de 8 a 12 milésimas de pulgada de 85/15 Zn / Al en toda la estructura, seguidas de 0.5 a 1.5 milésimas de pulgada de un sellador penetrante aplicado dentro de las ocho horas posteriores a la aplicación de TSC. El contrato también especificaba pruebas periódicas de adhesión según lo requerido por el ingeniero residente. Mientras realizaba las pruebas de adherencia, el personal de inspección notó una diferencia sustancial en los valores de adhesión donde la prueba dollies se colocaron en la superficie antes del sellado en comparación con los valores después del sellado. Si bien todos los valores cumplían con el requisito mínimo especificado de 700 psi, sentimos curiosidad y establecimos pruebas de campo adicionales
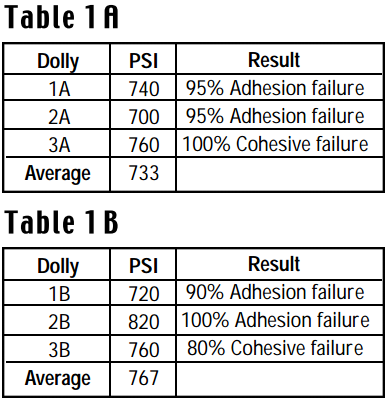
El objetivo de las pruebas de campo era determinar qué efectos, si los hubiera, tendría el sellador natural de la oxidación del TSC o el sellador penetrante en los valores de adhesión del TSC. Se organizó una prueba utilizando tres placas separadas. Todas las placas se limpiaron con chorro abrasivo según SSPC-SP 5, limpieza con chorro de metal blanco, utilizando escoria de níquel # 20. El perfil del ancla fue de 4.0 a 4.5 mils. Se utilizó un adhesivo epoxi de dos componentes para fijar el dollies. Las pruebas de adhesión se realizaron con un PosiTest® AT-Probador de adhesión autoalineante M de acuerdo con ASTM D4541, método de prueba E. La placa # 1 (Fig. 1) tenía TSC aplicado a un espesor promedio de 12.8 mils; Tres dollies se colocaron en el plato y se retiraron al día siguiente para representar a 1A. El valor de adhesión promedio de los tres fue de 733 psi, con resultados de falla de adhesión del recubrimiento al sustrato y falla cohesiva dentro del TSC. El plato permaneció durante tres meses at temperaturas de 65 a 80 F (18 a 27 C) y 50-70% de humedad relativa (HR), lo que permite que se produzca la oxidación del TSC. Tres dollies se colocaron una vez más en la placa # 1 y se retiraron al día siguiente para representar a 1B. El valor de adhesión promedio de los tres fue de 767 psi, con resultados de falla de adhesión del recubrimiento al sustrato y falla cohesiva dentro del TSC (Tablas 1A y 1B). Solo hubo un aumento del 5% en los valores de adhesión y ningún cambio en los modos de falla, lo que sugiere que el sellador de óxido natural formado dentro del TSC no tuvo un efecto directo en la adhesión del TSC.

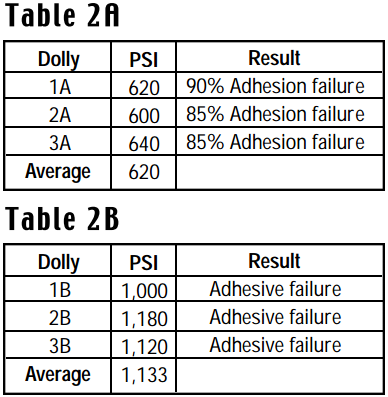
La placa # 2 (Fig. 2) tenía TSC aplicado a un espesor promedio de 12 milésimas de pulgada; Tres dollies se colocaron en el plato y se retiraron al día siguiente para representar a 2A. El valor de adhesión promedio de los tres fue de 620 psi, con resultados de falla de adhesión del recubrimiento al sustrato. La placa permaneció durante tres meses (65-80 F [18-27 C] y 50-70% HR), lo que permitió que se produjera la oxidación. Una capa de sellado penetrante de Corothane I Preprime (curado at 800 F [427 C] y 60% HR) at Luego se aplicó un espesor de 0,5 a 1,5 milésimas de pulgada (13 a 38 micras). Tres dollies se colocaron en la placa # 2 y se retiraron al día siguiente para representar a 2B. El valor de adhesión promedio de los tres fue de 1,133 psi con 100% de falla adhesiva (Tablas 2A y 2B). Estos resultados indican que el sellador tuvo un efecto definitivo en la adhesión del CET, con un aumento del 83% en los valores de adhesión.

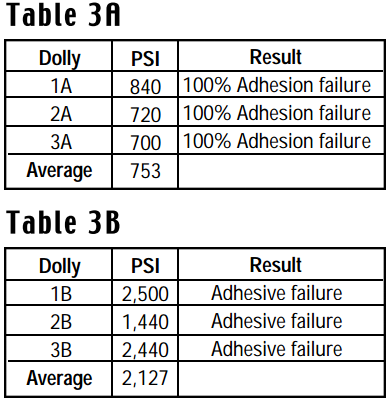
A la placa #3 (Fig. 3) se le aplicó TSC at 10.4 mils. La placa estaba enmascarada, dividiéndola en dos secciones. Se aplicó sellador al TSC expuesto at 0.5-1.5 mils. Después de que el sellador se hubiera curado, tres dollies se colocaron en cada sección y se retiraron al día siguiente, la sección sin sellar representaba 3A y la sección sellada representaba 3B. El valor de adhesión promedio de la sección sin sellar fue de 753 psi, con fallas de adhesión del recubrimiento at el sustrato. El valor promedio de adhesión de la sección sellada fue de 2,127 psi con falla adhesiva (Tablas 3A y 3B). El aumento del 183% en los valores de adhesión con la sección sellada frente a la no sellada indica un aumento sustancial en los valores de adhesión cuando el sellador se aplica poco después del TSC.

Nuestras pruebas de campo descubrieron que los óxidos naturales, que se desarrollan en los poros del TSC, no afectan a sus valores de adhesión. Los selladores líquidos pueden afectar a los valores de adherencia del TSC incluso cuando se aplican después de que se haya producido una oxidación mínima. También tienen un efecto sobre los valores de adhesión cuando se aplican poco después del TSC, según nuestras pruebas. Los selladores con buenas propiedades de humectación pueden penetrar en las zonas sueltas (o grietas) y sellar los huecos y poros del TSC. Puede ser que cuando se aplica un sellador penetrante sobre el TSC, el sellador se filtre en los poros y huecos del TSC y cree una unión más fuerte.
Cuando se consideran los TSC para el control de la corrosión, el propietario debe mirar at los beneficios de aplicar un sellador líquido al TSC. SSPC-CS 23.00 (I) recomienda aplicar el sellador lo antes posible después de los TSC, o dentro de las ocho horas. El aumento en los valores de adhesión del TSC con el sellador aplicado dentro de estos parámetros es evidente y debe tenerse en cuenta. Al especificar pruebas de adhesión en un proyecto, asegúrese de especificar si la prueba se realizará en el TSC sellado o sin sellar.
Robert H. Unger, "Thermal Spraying of Bridges", Thermal Spray: Advances in Coatings Technology, Proceedings of the National Thermal Spray Conference, Orlando, FL, USA, 14-17 de septiembre, 1988-8708-011.
Joseph T. Butler, Metallizing for Corrosion Control, Vol. 1, número 1 (enero de 2000).
SSPC-CS 23.00(I), Interim Specification for the Application of Thermal Spray Coating (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel, SSPC Painting Manual, SSPC: Pittsburgh, PA (marzo de 2000).
Eric C. Lohrey, Metallizing Steel Bridges in the Field, JPCL (mayo de 1995), pp. 39-50